

Перво наперво встал вопрос изготовления формы в которую будет заливаться/вдавливаться силикон и на помощь мне пришел фотополимер для изготовления печатей.
Для начала необходимо напечатать на лазерном/струйном принтере контрастное изображение будущей детали на пленке или кальке.
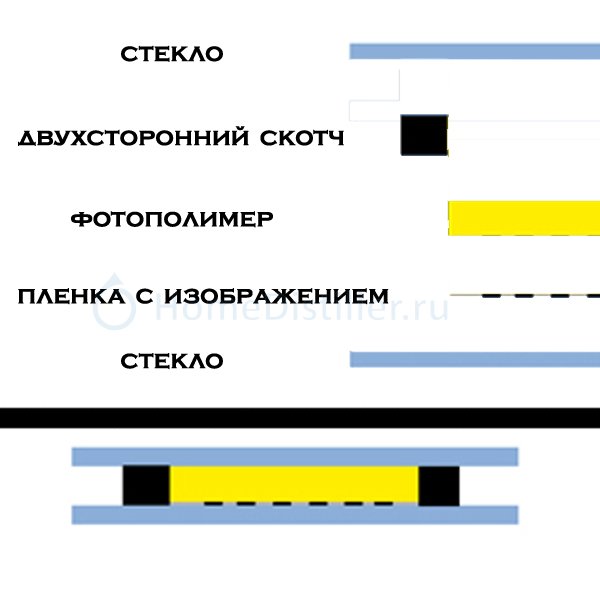
Затем приклеиваем пленку с изображением на стекло по краю двухстороннем толстым скотчем таким образом чтобы вокруг изображения образовался бортик на необходимую высоту детали+1мм,
накладываем скотч друг на друга, чтобы набрать необходимую высоту. Мне нужна была высота детали 10мм я сделал две детали каждая по 5мм, а потом склеил их вместе силиконом.
Заполняем получившийся "колодец" фотополимером, накрываем вторым стеклом, не допуская образования пузырей и ставим этот "пирог" под УФ лампу на экспозицию.
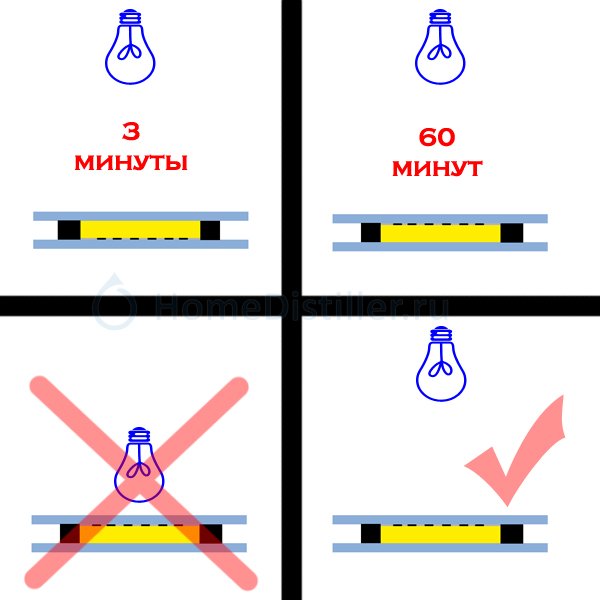
Экспонируем кратковременно сначала со стороны на котором нет рисунка, затем переворачиваем "пирог" и экспонируем со стороны изображения.
Затем отдираем стекла, вооружаемся зубной щеткой и фэри и промываем форму от остатков не затвердевшего полимера в теплой воде. Отмытую форму еще держим под лампой для окончательной глубокой полимеризации.
Форма готова, пора заполнять ее силиконом, так как силикон не текуч приходится его вдавливать в форму, но это уже дело техники, Еще один важный момент, перед заливкой силикона, установить в форму закладные элементы, футорки и тд. После суток на батарее силикон хорошо просыхает на всю глубину и легко вынимается из эластичной формы.
Еще несколько фото.



Технология не идеальна и не лишена недостатков, главный из которых добиться отвесности стенок формы, для этого придется значительно увеличивать расстояние от лампы при экспозиции и как следствие увеличивать время засветки до бесконечности.