
Нержавеющих сталей на самом деле великое множество, это общее название, используемое "в народе", сталей со специальными свойствами, такими как высокая жаропрочность, жаростойкость и коррозионностойкость. Нас интересует коррозионностойкие стали, поэтому про другие говорить не будем.
Наиболее нам интересна нержавеющая сталь для пищевой промышленности марок AISI 304, AISI 304L, AISI 430, AISI316, AISI 316L, AISI 316Ti, AISI 321. Все они являются легированными нержавеющими сталями. Если вам нужна нержавейка пищевая, марка может быть любой из этого списка, однако следует знать, что AISI 430 не содержит в своем составе стабилизирующего титана. Это снижает ее коррозионную стойкость и делает чувствительными к механическим, термическим и химическим воздействиям. Поэтому я бы не рекомендовал варить данную марку стали, потому как велик риск коррозии шва, в связи с выгорание легирующих элементов при сварке. хотя есть и другое мнение:
Формально сталь марки AISI 430 позиционируют по химическому составу как аналог отечественной марки 12Х17. Однако, низкая концентрация углерода в стали обуславливает ненужность ее дополнительной стабилизации титаном, поскольку реальное содержание углерода на уровне 0,020-0,035% гарантирует отсутствие склонности стали к межкристаллитной коррозии при повышенных температурах (интенсивное карбидообразование в стали 430 начинается лишь при температуре свыше 1000 0С) и, кроме того, обеспечивает ее отличную свариваемость. Поэтому, по своим эксплуатационным характеристикам данная марка стали является улучшенным аналогом стали 08Х17Т, которая, в свою очередь, по ГОСТ 5632-72 "рекомендуется в качестве заменителя стали марок 12Х18Н10Т и 12Х18Н9Т".Sergnikow, 09 Июля 14, 23:52Еще по маркам от коллеги:
Тут пришлось самому заинтересоваться, задача решаемая. Резюме- и 300 и 400 и 200 серии штатно используются в пищевой промышленности. Если не прав-укажите в чём.
Ограничение обычно по количеству добавок на м.квадратный (или указано процентное отношение на ед. объёма).
И конкретно для SpankyHam:
...Обычно для производства оборудования пищевой промышленности используются марки нержавеющей стали 1.4301(AISI 304) и 1.4401(AISI 316); в очень редких случаях могут потребоваться высоколегированные марки...
AISI 304
Аустенитная, с низким содержанием углерода. Легко поддается сварке, устойчива к межкристаллитной коррозии. Высокая прочность при низких температурах. Поддается электрополировке. Является наиболее универсальной и широко используемой из всех марок нержавеющих сталей.
Области применения
Используется в установках для пищевой, химической, текстильной, нефтяной, фармацевтической и бумажной промышленности.
AISI 316
Улучшенная версия AISI 304 (с добавлением молибдена), что делает ее особенно устойчивой к воздействию коррозии. Технические свойства этой стали при высоких температурах гораздо лучше, чем у аналогичных сталей, не содержащих молибден. (Молибден (Mo) делает сталь более защищенной от питтинговой коррозии в хлористой среде, морской воде и парах уксусной кислоты).
AISI 316L
Сталь аналогичная AISI 316 с очень низким содержанием углерода. Особенно подходит для изготовления сварных конструкций. Обладает высокой устойчивостью к межкристаллитной коррозии, применяется в температурных режимах до 450°С.
Области применения
AISI 316 и 316L используются для химического оборудования, инструментов, вступающих в контакт с морской водой и атмосферой, при изготовлении оборудования для проявления фотопленок, в установках для переработки пищи, емкостях для отработанных масел.
AISI 316T1
Наличие титана (Ti), в пять раз превышающее содержание углерода, обеспечивает стабилизирующий эффект в отношении осаждения карбидов хрома (Cr) на поверхность кристаллов.
Области применения
Детали, обладающие повышенной устойчивостью к воздействию высоких температур и к среде с присутствием новых ионов хлора. Лопасти для газовых турбин, баллоны, сварные конструкции, коллекторы. Также применяется в пищевой и химической промышленности.
AISI 321
Хромоникелевая сталь с добавкой титана (Ti), особенно рекомендуется в изготовлении сварных конструкций и для использования при температурах между 400°С и 800°С. Устойчива к коррозии.
Области применения
Оборудование для нефтеперерабатывающей промышленности, химическое оборудование и оборудование, устойчивое к высоким температурам. Также применяется для изготовления сварного оборудования в разных отраслях промышленности (трубы, детали печной арматуры, теплообменники, муфели, реторты, патрубки и коллекторы выхлопных систем).victorchik, 04 Сент. 10, 14:48
AISE 304 -пищевая нержавейка Американский стандартНаиболее подходящей для наших целей является марка стали aisi 304, или 08Х18Н10 по-русски, но т.к. почти вся нержавейка на металлобазах является импортной, лучше сразу называть пендосовские названия. Дальнейшие мои размышления и умозаключения, в большинстве своем будет относиться именно к aisi304
AISE 316 -тоже самое только лучше.
201 -не пищевая, но нержавейка
430 -китайская конструкционная нержавейка
1.4301 -Европейский аналог AISE 304
18|10 или 18Х10 столовое название AISE 304tixoxod-4x4, 19 Июня 12, 19:12
Как отличить нержавейку от других металлов:
- не магнитится, но не всегда
- от алюминия отличить просто- попробовать поцарапать, если это сделать очень легко и труба весьма легкая по ощущениям, то перед вам алюминий
- цвет
- если обернуть качественную нержавейку тряпочкой, вымоченную в крепком солевом растворе, то она не заржавеет и через несколько дней. На торце данного эффекта может и не быть, т.к. если пил делался с термическим воздействием, нержавеющие свойства могли ухудшиться
-
для проверки коррозионной стойкости стали,необходимо зачистить небольшое пятно на проверяемой стали шкуркой до блеска,капнуть две-три капли воды(можно просто смочить слюной),положить три-четыре кристаллика купороса и растереть по зачищенному пятну стали.В теченииСкорость коррозии и взаимодействие с парами сэма
одной минуты проявиться результат-если сталь покрылась медью(она покраснела),эта сталь для нашего дела непригодна.Никаких изменений не произошло,смело используйте сталь для ректификации.С уважением Wygas.Wygas, 03 Янв. 12, 22:35
Устойчивость к коррозии в кипящих химикалиях
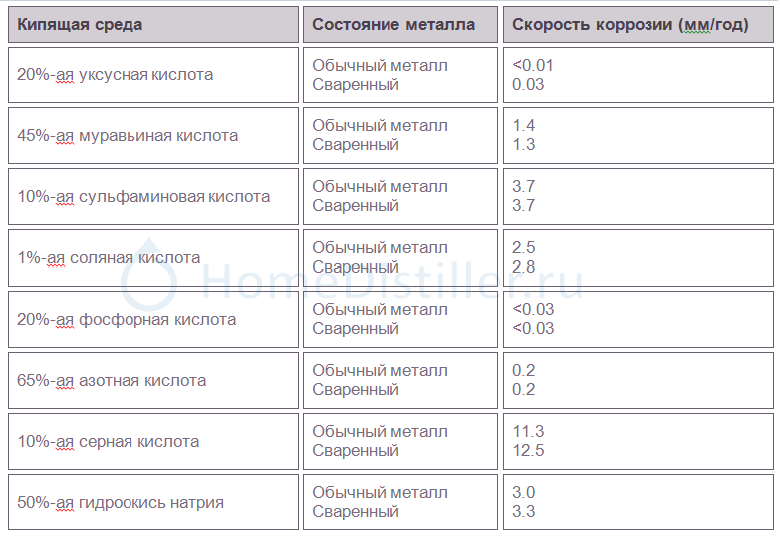
Причиной незащищенности аустенитных нержавеющих сталей в диапазоне температур 425°C - 820°C является осаждение карбидов хрома на границах зерен. Такие стали "сенсибилизируются" и становятся подверженными межкристаллитной коррозии в агрессивных окружающих средах. Содержание углерода в марке AISI 304 может вызвать сенсибилизацию от теплового режима в местах сварных швов и зонах их термического влияния.
Таким образом, в кипящих агрессивных жидкостях, которых весьма мало в интересующих нас ситуациях скорость коррозии нержавейки 304 оооочень маленькая, из чего можно сделать вывод, что при периодическом использовании изделия из нержавейки практически вечные.
Что касается химического взаимодействия с парами спирта и сопутствующих ему соединений можно с большой уверенностью заявить, что нержавейка абсолютно инертна и не взаимодействует с продуктами перегонки.У некоторых коллег получается запах сероводорода от самогона и некоторые могут подумать, что нержа так прореагировала с чем-либо в браге, на самом деле наоборот. Это как раз медь удаляет запах сероводорода благодаря хим реакции. Нержавейка же ничего не делает, ей на все плевать. Для удаления или исключения запаха сероводорода можно проводить дистилляцию дефлегматором или можно оставить с открытую банку с сэмом на ночь. Согласно множеству свидетельств коллег, запах сероводорода уходит при последующих перегонках.
Обработка нержавеющей стали
Резка
Пилится нержавейка также как и простая сталь, т.е. ее можно пилить "болгаркой", для более аккуратного реза лучше разметить рез сначала маркером, затем проделать бороздку по периметру реза, а потом уже пилить, соблюдая технику безопасности(!): болгарка идет в режиме от себя, искры должны лететь под ноги пилящему, очки на глазах и перчатки на руках, лишних движений вбок не делать. Наиболее удобно это делать диском толщиной 1мм диаметром 125мм или 115мм, желательно чтобы диск был по нержавеющей стали (Inox) или универсальным по нержавейке и простой стали. Так же отпиливаются трубочки и простой ножовкой по металлу, но это долго и мучительно.
Зачистка
Зачищать швы, борозды и пр. можно с помощью специальных зачистных кругов или кругов лепестковых для болгарки.

Так же можно мелкие работы проводить с помощью заморских бормашинок или граверов, для коих есть куча насадок, в т.ч. и отрезных кругов.

Сверление
Сверление лучше проводить на небольших скоростях сверлами по металлу. Для этого подойдет шуруповерт, если толщина металла небольшая или дрель с регулировкой оборотов. Для максимального удобства можно использовать сверлильный станок станок или специальную подставку для дрели, правда жесткость ее у меня вызывает сомнения, как и жесткость китайских сверлилок, опыт работы со сверлилкой был. Сейчас куплен советский станок, что радует несказанно. Для чего нужна жесткость? При сверлении нержи, сверло снимать стружку а не протирать дыру, потому как из-за большой вязкости нержи сверло в таком режиме сильно греется и сгорает очень быстро, рекомендую использование сож, в качестве сож подходит оливковое масло например...
еще один метод изготовления больших отверстий
Очень быстро можно сделать отверстие в нержавейке (1, 2 мм) диаметром до 40 мм при помощи балеринки.
Это такая "насадка" на дрель (я в шуруповёрт вставлял) для кафеля. В магазине стоит в пределах 60 руб. в зависимости от навороченности.
У меня была задача в 1 мм стакане, сделать отверстие диаметром 35 мм. Работы на 10 минут. Главное холодной водичкой поливать и большое обороты не давать.MadChild, 24 Февр. 11, 09:13

Для производства отверстий больших диаметров, можно использовать ступенчатое сверло или биметаллическую коронку, условия теже минимальные обороты и периодическое добавление СОЖ, особенно если толщина более 1мм.









