Заинтересовался я изготовлением самогона, ибо много вина яблочного получилось по результатам урожая 2011 года.
Сказано-сделано. Покурил форум, купил стеклянный прямоточный холодильник, скороварку на 9 литров, перегнал.
Производительность стекляшки показалась низкой, согнул 3-х метровый змеевичок из нержи 10мм.
Теперь понадобился куб размером побольше, чем 9 литров.
Требования к кубу следующие:
1) Литраж от 20 литров
2) Удобное расположение на кухне в процессе перегонки.
3) Возможность использования индукционной плитки.
4) Возможность нормально вымыть ее после перегонки (то есть чтоб было широкое горло).
5) Приемлимая цена.
Для начала рассмотрел вариант с кегой к горлу которой планировал припаять верхняюю часть от скороварки - не подошла по причине большого диаметра - почти 400 мм, а также дно у кеги неровное и на индукционную плитку никак не ставится.
Попытался было сделать перегонный куб на основе двух кастрюль - не нашлось по приемлимой цене и габаритам в продаже таких кастрюль, да и крепление крышки от скороваорки к кастрюле весма проблематично.
Хотел заказать перегонный куб в виде бидона таким образом, чтобы горло этого бидона по диаметру соваадало крышкой от скороварки. Сварщики посчитали стоимость от 6000 руб. Дороговато по цене.
Остался еще один вариант - есть у меня знакомый сварщик. Пошел к нему, а он и говорит: Сходи мол к ребятам, котрые вентиляцию и дымоходы делают, они тебе какой надо куб сделают, а я его обварю.
Прихожу по указанному адресу - так мол и так, можете сделать бак диаметром 310 мм, высота 350 мм, горло диаметр 250 мм, высота 100 мм? Можем - говорят, 2000 руб с материалом. Только из тонкой нержавейки 0.5 мм, толще не согнем, да и нет у нас такой. Какая марка нержавейки у них, правда не знают. Помагнитил я эту нержавейку магнитом - магнитится прекрасно! Значит это самая дешевая AISI 430 и для индукционой плиты пойдет. Кстати по стоимости материала - посчитали мне лист размером метр на метр и стоимостью всего 510 руб! Так что если бы договорился с кем-нибудь частным образом сделать куб, то вышло бы еще дешевле! Кстати предупредили меня сразу, что такой тонкий лист металла обварить очень сложно, только запаять. Ну что ж, паять я умею, радиолюбительством раньше занимался, тогда даже и сварщик не понадобится.
На следующий день позвонили - забирай изделие. Приехал, стоит, красавец, блестит!
Забрал я куб, и заодно крупные обрезки металла, которые от листа остались.
Кстати, кто будет заказывать куб аналогичным образом, сразу уточняйте, сколько металла Вам посчитали. Нержа обычно продается размером 1000Х2000мм если вам посчитали такой размер, то смело просите еще квадратный метр нужного в нашем деле материала.
Далее пойдет описание процесса доводки изготовленного изделия до нужной кондиции, поскольку пока это только заготовка, собранная на жестяницком замке, который никак не предполагает герметичности, необходимой в нашем деле.
Итак, от жестянщиков получен куб (правда это уже готовый куб, но сути это не меняет):

Его необходимо пропаять по швам. Сразу возникает вопрос - где паять - внури или снаружи. Я пришел к выводу, что кашу маслом не испортишь. Пропаял внутри по швам, где смог, а затем и снаружи - везде по швам.
Также возникает вопрос - чем паять? На форуме прочитал, что есть такой флюс, наносишь его, прогреваешь горелкой, все само спаивается. У меня не было такого флюса, да и не уверен я что подойдет он для нержавейки. Кстати, если такой флюс для нержи существует, то можно договориться с мастеровыми, чтобы перед сборкой куба они промазали таким флюсом швы. Тогда после сборки можно просто прогреть горелкой швы и они сами спаяются. Однако таких флюсов я не знаю и поэтому паял чистым оловом - купил по случаю 300 грамм за 500 руб. Паял паяльником системы "Топор". Процесс пайки состоит из следующих этапов: Прогрев шва, нанесение флюса - я капал ортофосфорную кислоту, нанесение кусочка олова, растирание олова по шву паяльником. Для удобства пайки прекрасно подошла перевернутая вверх ногами табуретка.
Куб на табуретке:

Ложим в куб паяльник и ждем пока прогреется (около 5 минут).

После прогрева капаем ортофосфорную кислоту (правда у меня она не капалась по одной капле, а сразу 3-5 капель падало на шов), ложим кусочек олова, растираем паяльником по шву. Затем поворачиваем куб, снова ложим паяльник, снова прогреваем, капаем ортофосфоркой, размазываем припой. Как известно, основной смысл пайки в том, чтобы припой равномерно под силами поверхностного натяжения заполнил шов. А для этого греть надо хорошо, но не перегревать. "Топором" перегреть сложно, но если Вы будете пользоваться газовой горелкой, то перегрев запросто возможен.
Кстати тонкая магнитная нержавейка AISI 430, по моим наблюдениям, лудится и паяется значительно легче, чем "правильная пищевая" AISI 304.
Еще один нюанс - не перебарщивайте с ортофосфоркой. Если ее много, то попадая в шов, она начинает испаряться, получаются пузыри, которые мешают припою попасть в шов.
Таким образом пропаиваем все швы изнутри и потом снаружи.
Изготовление крепления для крышки куба.
Для того, чтобы крышка от скороварки ложилась герметично, необходимо, чтобы размеры горловины куба совпадали с максимальным внутренним размером крышки.
Измерение размера крышки (в нашем случае 250 мм):

Я долго смотрел в магазинах крепежа, чем можно закрепить крышку куба, однаго ничего подходящего там не нашел. Лучший выход - изготовить крепление самостоятельно. Для этого был куплен метр нержавеющей блестящей проволоки AISI 304 диаметром 5мм за 50 рублей.
Размечаем размеры для сгиба, по разметкам делаем пропилы уголком напильника (можно до 2-2.5 мм), чтобы сгибалось легче, затем сгибаем в тисках. Должна получиться примерно такая конструкция:

Из остатков нержавейки (вот они и пригодились) вырезаем крепление обычными ножницами по металлу и прикручиваем скобу к горловине куба.
Я использовал нержавеющие болты и гайки на 6. Для герметизации соединения изнутри ставим медную шайбу на 6 (продаются в автомобильных магазинах по 3-5 рублей за штуку). Силой затяжения гаек, шайба расплющивается и обеспечивает герметичность. При желании можно на шайбу намотать ФУМ, однако мне это не понадобилось.
Крепление крышки снаружи:

Крепление изнутри (видны медные шайбы):

О крышке скороварки. Чтобы сильно не нервирвовать любимую жену, сохранил ее первоначальную функциональность с помощью сантехнических фитингов.

При необходимости откручивается аварийный клапан, на его место вкручивается нержгофра, Откручивается рабочий клапан, на его место вкручивается датчик температуры.
Датчик температуры (в качестве датчика используется датчик от мультиметра, впаяный в латунный тормозной штуцер - такие продаются в автомобильных отделах). В качестве термометра я использую мультиметр.

Крышка установлена на кубе:

Установка крана для слива барды и индикатора уровня. Кран для слива барды - абсолютно необходимая вещь в таком кубе, поскольку сливать вычерпывая через горло ковшом горячую барду неудобно, так же как и наклонять и переносить куб с такой бардой, тем более что куб сделан из тонкого материала. Индикатор урованя - вещь необязательная, однако весьма удобная.
Для установки крана в нижней части куба было просверлено отверстие 18 мм, туда впаян сантехнический латунный бочонок на 1/2. Впаять его нужно не только в к краям отверстия, но и к нижнему ободку куба, так будет прочнее.
В верхней части бочонка просверлено отверстие, куда вставлен латунный "ерш" на 8, спиленный с сантехнического штуцера.

Такой же штуцер впаян в верхнюю часть куба, на штуцера одета силиконовая трубка на 6.

На все ушло где-то 120-150 грамм олова.
Куб в принципе готов. Проверяем его на герметичность. Для этого наливаем в куб литр-два воды, одеваем крышку, завинчиваем ее. Открываем кран для слива барды, нагнетаем в куб воздух собственными легкими, закрываем кран. Встряхиваем куб. Слушаем утечку. Чтобы локализовать место утечки, можно намазать мыльной водой подозрительные участки, там будут выделяься пузырьки. У меня было всего две утечки. И это при том, что ранее мной паялись только радиодетали. Окончательная проверка, как обычно на воде, потом на техническом сэме.
Дно у куба получилось идеально ровное, более того поскольку дно тонкое, то силой тяжести воды дно очень плотно прилегает к плитке.
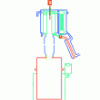
На фотографии ниже, куб в рабочем положении, все красиво, удобно не вылезает за габариты стола, не мешает жене пользоваться кухней.

Данный способ окажется полезным тем кто хочет изготовить куб ровно под свои нужды по своим размерам.