ChopperMan, Немного не понятно, заглушку или гайку. Припаять всё можно, если умеешь. Не обходимо соблюсти соостность деталей, учесть динамическую нагрузку на пайку. Лучше приварить, это на века.ИСКАНДЕР, 27 Февр. 15, 08:27
Я стесняюсь спросить, а латунь к нерже приварить возможно? Паят то я(вроде бы) умею, в крайнем случае раньше получалось))) Да и вопрос уже отпал, купил 2м трубУ 48,3Х3, и нашел токаря. Наверное надо открыть тему "колонна от А до Я"
Добавлено через 32мин.:
А, ну да, можно же газосваркой их( нержу и латунь) спаять
Vasiliy500
Специалист
Астрахань
194 21
Отв.41 08 Сент. 15, 12:42
Я недавно эксперементировал с тарелкой для колпачковой колонны из нержавейки. В тарелке (лист 4мм)нарезать резьбу не сложно вроде. А вот с трубкой 16х1,5 я намучился конкретно. Лерка 16 шаг 1. Пришлось делать длинный заход конусный на трубке в токарном станке, а затем крутить патрон в ручную а другой рукой прижимать лерку с помощью задней бабки. Чуть лишнего надавил или недодавил - резьбы нет. Когда уж дошла вся то нормально. Больше так делать не буду! Следующим шагом познакомился с пайкой. Намного лучше! Снимаю немного с диаметра трубки, подгоняю под существующее отверстие, затем расклёпываю немного с обратной стороны конусом. Дальше только запаять чистым оловом. В качестве флюса ортофосфорная кислота. Остатки кислоты необходимо смыть чайной содой, затем водой.
Добавлено через 23мин.:
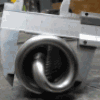
А в тему зашел за советом. Подарил мне друг самогонный аппарат своего деда: Image. Консультации по металлообработке и не только. Материалы и инструменты. Сделано добротно, но вот крышка маленького диаметра, не влезешь туда не помоешь. Хочу вырезать отверстие 120мм для крышки от большого бака, которая в нижнем левом углу. И соответственно прошу совета - как это можно сделать? Высверливать по кругу или вырезать болгаркой не хотелось бы. Уж больно геморойно потом это всё напильником доводить. Единственно, приходит мысль зажать в большой токарный станок и отрезным резцом вырезать.
mo1617
Доцент
Москва
1K 308
Отв.42 08 Сент. 15, 13:45
Единственно, приходит мысль зажать в большой токарный станок и отрезным резцом вырезать.Vasiliy500, 08 Сент. 15, 12:42
Вряд-ли он круглый...бить будет..((
имхо..тока лазерная резка.
Vasiliy500
Специалист
Астрахань
194 21
Отв.43 08 Сент. 15, 14:49
Вряд-ли он круглый...бить будет..((mo1617, 08 Сент. 15, 13:45
Мне кажется бьет неровная деталь по внешнему радиусу в основном. С торца это тоже будет сказываться?
Rezyxa
Бакалавр
Донецк
62 13
Отв.44 28 Сент. 15, 21:28
Вопрос вроде в тему,подскажите,как правильно изогнуть трубу из нержавейки под углом 90 и 180 градусов? диаметр трубы 1 дюйм?
aleksej-serikov
Кандидат наук
Калуга
428 137
Отв.45 28 Сент. 15, 22:01 (через 34 мин)
диаметр трубы 1 дюйм?Rezyxa, 28 Сент. 15, 21:28
Если стенка трубы 1,5...3мм на трубогибе у сантехников. Как всегда, идешь с "валютой" или копейками, или с тем и с другим(если шибко вредные или пальцы веером) и гнешь. Радиус (внутренний) получится около 100мм. На коленке (у меня не получилось- может ручки кривые- даже с газом)не получится. Почти всегда(если надо круче согнуть) спецы по перилам вваривают покупные угольники швы зачищаются внутренность зависит от сварщика. Угольники в инете или у тех же спецов по ограждениям- лучше прямо к спецам.
Добавлено через 11мин.:
Высверливать по кругу или вырезать болгаркой не хотелось бы. Уж больно геморойно потом это всё напильником доводить.Vasiliy500, 08 Сент. 15, 12:42
Ничего страшного. Сверли и пили напильником. Не так долго получается. У тебя же не серия. Только перемычки между отверстиями аккуратно убирай а то искорежишь стенку- рихтовать сложно. Если стенка 1,5 мм(а, по снимку...вроде так) то надо 2..3 сверла Ф4-5мм и 2 часа с перекурами(реально- гораздо меньше- ручки то у тебя не кривые). В станок токарный...я бы не стал- опасно. За стенку не...зажим. За донышко торчать будет длинно- все одно вырвет. Сверли и пили. Я так делал. Забыл добавить. Для того чтобы все пролучилось, после сверловки вырежь четырьмя (2 по 2) пропилами центральный штуцер, тогда проще будет выломать сектора.
Добавлено через 4мин.:
С торца это тоже будет сказываться?Vasiliy500, 08 Сент. 15, 14:49
Сказываться будет- очень не советую!!!!Вряд ли кто возьмется.Опасно. В самом легком случае- бак испортишь. В не очень -платить пенсию. Тебе это надо?
Vasiliy500
Специалист
Астрахань
194 21
Отв.46 29 Сент. 15, 11:15
надо 2..3 сверла Ф4-5мм и 2 часа с перекурамиaleksej-serikov, 28 Сент. 15, 22:01
Свёрла с кобальтовым покрытием (со слов продавца для нержавейки и цветных металов) от 200 до 600руб за штуку. Знакомый мастер заказал себе плазморез, ждём когда приедет. Говорит рублей 500 делов.
semasin67
Доцент
Смоленск
1.1K 436
Отв.47 29 Сент. 15, 11:29 (через 15 мин)
Свёрла с кобальтовым покрытиемVasiliy500, 29 Сент. 15, 11:15
Покупал такие сверла 4 и 5 мм. по 300-400 руб. Сверлят нормально, но только на малых оборотах. Если раскрутить посильнее - на нерже горят так же как и обычные.
aleksej-serikov
Кандидат наук
Калуга
428 137
Отв.48 29 Сент. 15, 12:01 (через 32 мин)
Свёрла с кобальтовым покрытием (со слов продавца для нержавейки и цветных металов) от 200 до 600руб за штуку. Знакомый мастер заказал себе плазморез, ждём когда приедет. Говорит рублей 500 делов.Vasiliy500, 29 Сент. 15, 11:15
Зачем же так круто! Купи сверлышко с маркировкой Р6М5 или Р18 заточи (следи за заточкой)и на маленьких оборотах с маслицем или старым салом просверлишь все 80....90 отверстий. На картинке "сдача" от крышки бака. Все получится!
Примерно так должно получиться.jpg Консультации по металлообработке и не только. Материалы и инструменты.
COLPAC
Доцент
Казань
1.3K 520
Отв.49 29 Сент. 15, 12:02 (через 2 мин)
180 градусовRezyxa, 28 Сент. 15, 21:28
А это как вообще????180 градусов это прямая линия:-):-)
PDV
форумчанин
Волгоград
1.8K 484
Отв.50 29 Сент. 15, 12:15 (через 14 мин)
А если эл.лобзик и пилка по металу?
Vasiliy500
Специалист
Астрахань
194 21
Отв.51 29 Сент. 15, 13:43
А если эл.лобзик и пилка по металу?PDV, 29 Сент. 15, 12:15
Лобзик тема, очень много им пользуюсь и по железу и по алюминию, но нержавейка слишком тяжелая в обработке. Хотя может и существуют пилки по нержавейке, надо уточнить, мысль хорошая!
Rezyxa
Бакалавр
Донецк
62 13
Отв.52 30 Сент. 15, 00:18
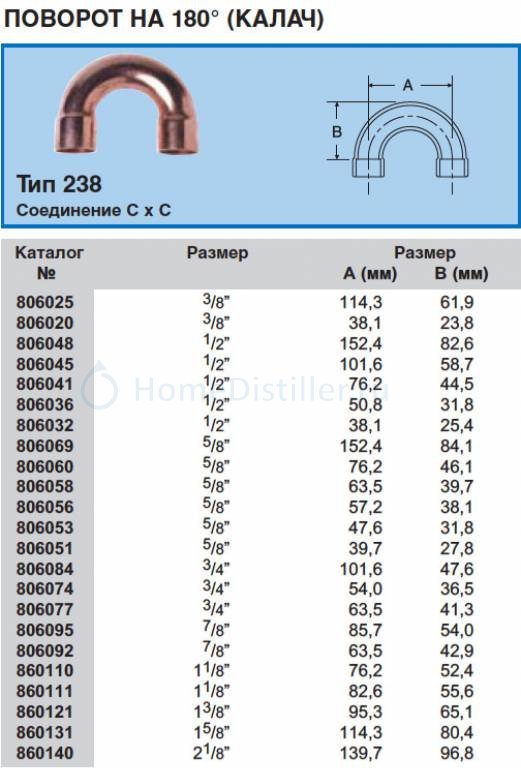
А это как вообще????180 градусов это прямая линия:-):-)COLPAC, 29 Сент. 15, 12:02
Вот так пожалуй один из основных узлов в нашем деле
238_2.jpg Консультации по металлообработке и не только. Материалы и инструменты.
COLPAC
Доцент
Казань
1.3K 520
Отв.53 30 Сент. 15, 12:02
, но нержавейка слишком тяжелая в обработкеVasiliy500, 29 Сент. 15, 13:43
смотря какой толщины.Я пилил 0,5.Прекрасно пилится обычной пилкой по металлу.
aleksej-serikov
Кандидат наук
Калуга
428 137
Отв.54 04 Окт. 15, 18:36
А это как вообще????180 градусов это прямая линия:-):-)COLPAC, 29 Сент. 15, 12:02
Вот так пожалуй один из основных узлов в нашем делеRezyxa, 30 Сент. 15, 00:18
Уважуха и респект за конкретику. Готов был ответить- но. вопрос не мой...
Moonshine57
Специалист
Orel
141 39
Отв.55 14 Окт. 15, 02:46
Народ, а нет ли у кого информации по совместимости нержавеек при сварке? Лет 5 назад была проблема, к фильтру из 316й пытались приварить фланцы из имеющихся в большом запасе на складе, но неизвестной марки. Варили аргоном. После охлаждения швы пошли мелкими трещинами. Сейчас конструирую агрегат для домашнего сэма. Большинство узлов из 304й. Вот думаю, а с 316й они сварятся? Подскажите, если знаете.
Когнак
Специалист
москва
191 84
Отв.56 16 Нояб. 15, 10:01
отлично
avr1020
Бакалавр
Новосибирск
67 10
Отв.57 16 Дек. 15, 07:40
Хочу адаптировать куб из нержи (AISI 321 1.5 мм)под нагрев индукцией. Рассматриваю два варианта. Первый: вварить в дно куба дно от скороварки или подобное дно от другой посуды, работающей на индукции. Смущает то, что этот блин Ф200-220 будет выступать на 10 мм из дна куба. Размер дна куба 400х500. Второй: вварить в дно куба заплатку из AISI 430 толщиной 3 мм. Магнитная нержа, мастера на форуме делают из неё кубы для индукции. Этот вариант мне ближе. Если делать так, то имеет значение форма этой заплатки? Могу сделать круг Ф300 или не париться и сделать прямоугольник 300х300? Естественно, что дно в кубе буду вырезать по форме вставки. И как варить лучше встык или внахлест?
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.58 16 Дек. 15, 07:50 (через 11 мин)
avr1020, я пока такие работы не проделывал, но обдумывал и вот выводы: делать круг из 430 подогнать встык, выровняв диск внутри кубика заподлицо (вопрос гигиены) и пусть наружу диск выпирает. посадить на много много прихваток, например через 10мм, прихватки делать крест накрест. и потом с продувкой изнутри аргоном проварить снаружи. при сваривании использовать присадку 316 или 347, проваривать до обратного валика да и диск взять не 3мм а лучше 5мм, если есть такая возможность.
avr1020
Бакалавр
Новосибирск
67 10
Отв.59 16 Дек. 15, 08:16 (через 26 мин)
Спасибо, земляк! Значит, я на верном пути. Попробую в личку написАть.