термоса пока нет но знаю что есть с горлом 52мм, кламп 51, сам варить не буду. спросил что бы аргонщику мозг не любить, а то он завис когда я у него это по телефону спрашивал. тут варят но не кламп, а трубу с 3-ей минуты. все ли так могут
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.541 24 Окт. 18, 07:56
gxtkjdjl, а вот смысл в сей работе? банальность ситуации в том что приварка тонкого к толстому это сложность работы (и безусловно мастерстве и опыт сварного), сложность работ стоит денег(так же как и квалификация и опыт). пытаемся с экономить на куске трубы - теряем на стоимости и(или) качестве работы, да и на надежности конструкции. для рукоделия рассмотри вариант с пайкой - пайку самостоятельно можно сделать.
Gest1
Доцент
Воронеж
1.5K 606
Отв.542 24 Окт. 18, 10:42
Я сам люблю экспериментировать и знакомых таких же как я хватает. И ИМХО все эти заморочки с дефом из термоса - бред. Это оправдано только в том случае, если сами в состоянии спаять или как то ещё все это дело соединить. Если де речь зашла за сварного с аргоном то делать нужно сразу нормально .Купите димрот или сделайте сами, выйдет по цене не дороже термоса, и работает он более правильно.
Veri Well
Бакалавр
Лабинск
66 17
Отв.543 24 Окт. 18, 17:49
для рукоделия рассмотри вариант с пайкой - пайку самостоятельно можно сделать.SedoY, 24 Окт. 18, 07:56
Согласен на 100 процентов, имею немаленький опыт по сварке нержавейки и алюминия,но при изготовлении РК и НБК аргоном сваривал куб, и по мелочи, а клампы ,димроты и т,д, паял серебром 30-40 процентным.Тонкое выгорает с противоположной стороны, нужен двойной поддув,либо камера с аргоном, так что пайка неплохая ,а может временами лучшая замена аргону.
Gest1
Доцент
Воронеж
1.5K 606
Отв.544 24 Окт. 18, 23:29
Все аппараты в продаже на рынке - сварены аргоном. И трубки и димроты обварены опять же аргоном, если не получается - это дело второе, нужно тренироваться и повышать уровень сварки. Пайка это альтернатива, когда хочется и руки чешутся, но ни чего нет. Припой опять же нужен с 30-40% серебра, а он совсем не бюджетных денег стоит.
Veri Well
Бакалавр
Лабинск
66 17
Отв.545 25 Окт. 18, 02:13
Тонкая нержавейка варится с отбортовкой,крайний случай беззазорное соединение.Очень хочется посмотреть на красивые швы милиметровки с зазором при сварке 2-3 милиметра. Все заводские аппараты на рынке режутся на чпу лазером, на крайний случай плазмой,плюс гибочные штампы.Подготовка под сварку пару десяток, не уверен что дома молотком можно достичь похожих результатов .Сейчас есть новые виды контактных сварок в аргоне,совмещёных с аргонодуговой, похожий недорогой вариант используется для сварки зубных коронок ,примерно около 60 000-100 000 рублей.Нормальный аппарат для сварки листовой стали 600-700 тысяч деревянных рублей . И для более -менее нормальной сварки нужен опыт и понимание процесса.Сейчас многие спирт и молзаводы собираются при помощи 40 процентного серебра. Купить 10 прутков по 400 рублей для сборки 1 РК, или сварочник за полтинник, плюс балон,плюс ротаметр,плюс аргон,плюс вольфрам и присадку,,,,,,,,,,
Добавлено через 4мин.:
непривычньно ОЖ подается - подача в шланге с силовым кабелем, газ отдельный шланг, обратка отдельный шланг. димаю - воду в качестве ОЖ наверное не стоит использовать - окисления силового кабеля не избежать.SedoY, 23 Окт. 18, 17:40
Залил для охлаждения горелки красный антифриз,нормально работает.Но нужно брать у проверенных людей,очень много подделки.
gxtkjdjl
Профессор
Архангельск
9.5K 2.4K
Отв.546 25 Окт. 18, 10:47
а вот смысл в сей работе?SedoY, 24 Окт. 18, 07:56
вот я и спрашиваю.
для рукоделия рассмотри вариант с пайкой - пайку самостоятельно можно сделатьSedoY, 24 Окт. 18, 07:56
рабочий деф (тоже из термоса) сам паял мягким оловянно-серебряным. царга медная тоже паянная. сейчас медленно но верно перехожу на 2" вот и заморачиваюсь.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.547 25 Окт. 18, 12:14
Очень хочется посмотреть на красивые швы милиметровки с зазором при сварке 2-3 милиметра.Veri Well, 25 Окт. 18, 02:13
за такую задачу технолога надо наказывать, жестоко наказывать Сварочный аппарат. Материалы и инструменты.
Veri Well
Бакалавр
Лабинск
66 17
Отв.548 25 Окт. 18, 12:27 (через 14 мин)
за такую задачу технолога надо наказывать, жестоко наказыватьSedoY, 25 Окт. 18, 12:14
Согласен,пытался доказать,что аргонодуговая не панацея, и нужно использовать разные варианты, иногда пайка(менее геморройно), иногда сварка в аргоне,т,е более удобный вариант.
Bitner
Научный сотрудник
NN
957 422
Отв.549 25 Окт. 18, 15:23
Свои 5 копеек. Твердая пайка имеет место быть. Приварить трубку 6 мм нужно уметь. А горелкой, 5 минут и всё.
20181025_1506561.jpg Сварочный аппарат. Материалы и инструменты.
gxtkjdjl
Профессор
Архангельск
9.5K 2.4K
Отв.550 25 Окт. 18, 15:26 (через 4 мин)
А горелкойBitner, 25 Окт. 18, 15:23
Bitner, какая горелка и припой ? я только по мягкому пока
ЭДВАРД40
Кандидат наук
Ишим - тюменская область
315 423
Отв.551 25 Окт. 18, 18:11
Приварить трубку 6 мм нужно уметь. А горелкой, 5 минут и всё.Bitner, 25 Окт. 18, 15:23
Если есть желание работать с нержой - смиритесь с тем что придется подгонять в ноли, ну не любит нержа зазоров. Хоть аргоном, хоть припоем серебряным, чем меньше будут зазоры и лучше подгонка, тем лучше.
Veri Well
Бакалавр
Лабинск
66 17
Отв.553 25 Окт. 18, 19:46 (через 14 мин)
2-3 минуты (дольше подгонка и шлифовка).ЭДВАРД40, 25 Окт. 18, 18:11
А если нужно обварить трубку, а вовнутрь не залезешь с бормашинкой ? После пайки ничего шлифовать не нужно, бросил в ведро с водой через некоторое время тряпочкой флюс протер и всё.
какая горелка и припой ? я только по мягкому покаgxtkjdjl, 25 Окт. 18, 15:26
Я не битнер, но по пайке твёрдыми припоями в идеале горелку с кислородом, типа как раньше отопление варили, сопло поменьше, небольшое обогащённое пламя.Припой кастолин серебро 30-40 процентное.Главное не сильно большое пламя и кислорода поменьше,чтобы флюс не выгорал и не перегревать.
ЭДВАРД40
Кандидат наук
Ишим - тюменская область
315 423
Отв.554 25 Окт. 18, 20:23 (через 38 мин)
А если нужно обварить трубку, а вовнутрь не залезешь с бормашинкой ? После пайки ничего шлифовать не нужно, бросил в ведро с водой через некоторое время тряпочкой флюс протер и всё.Veri Well, 25 Окт. 18, 19:46
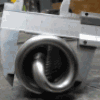
Так-же и после сварки электродом не везде подлезешь, что-бы обработать бор-машинкой. А значит и ничего не нужно шлифовать, обработал кислотой и порядок. Кислотой можно провести обработку в любом месте. На фото...сварочные швы ДО, и ПОСЛЕ обработки кислотой (без шлифовки и т.п.). Сварочный аппарат. Материалы и инструменты.Сварочный аппарат. Материалы и инструменты.
Metalsat
Специалист
Riga
175 53
Отв.555 25 Окт. 18, 22:35
Тема, потихоньку, превращается в "а вот мои швы!" Сварочный аппарат. Материалы и инструменты. Мне оно нравится, но администрация может не правильно растолковать. По теме: лично считаю что ТИГ это наиболее "интеллигентная", если можно так выразиться сварка из всех. Полуавтомат, электрод, конечно имеют свои преимущества и недостатки. В конце концов, сварка, это только один из методов соединения металлов. Есть еще пайка, клейка, заклепывание и тд. По моему личному убеждению: - нержа с нержой- ТИГ, - нержа с медью - пайка (для конкретных мастеров может и ТИГ); - медь с медью- пайка. Еще есть черный металл и алюминий, про которые умолчу. Практически все ТИГ сварочные аппараты имеют возможность варить и электродом. Поэтому считаю, что в хозяйстве правильнее всего это иметь ТИГ, который наиболее универсален. Я сейчас не представляю свой гараж без ТИГ сварки. Как говорится: Осел, постоявший в тени 5 минут, на солнце работать не будет. " Сварочный аппарат. Материалы и инструменты. Друг мой делает аппараты, вот один из последних, все сварено ТИГом . Диаметр колонны 100мм, высота 1.5м
IMG_20181020_113412 Custom.jpg Сварочный аппарат. Материалы и инструменты.
Master_1
Профессор
невинномысск
2.1K 663
Отв.556 25 Окт. 18, 23:13 (через 38 мин)
ЭДВАРД40,А что за кислота?
Metalsat
Специалист
Riga
175 53
Отв.557 25 Окт. 18, 23:26 (через 14 мин)
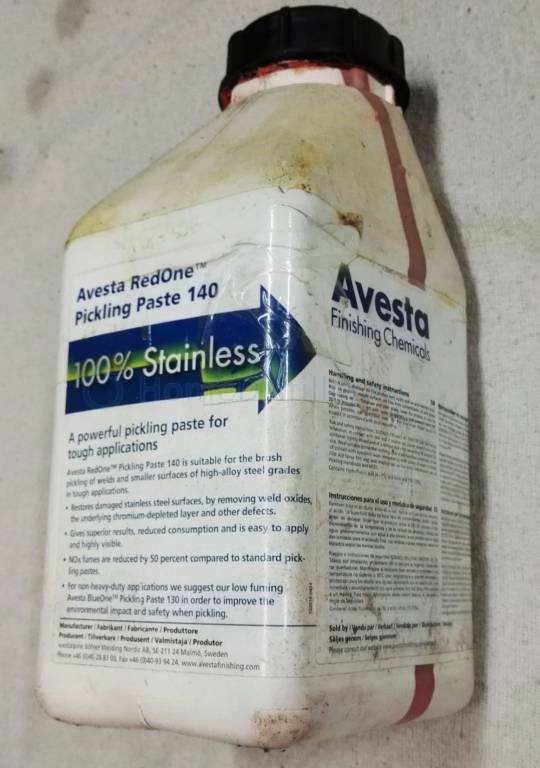
Думаю, что кислота обычная, для обработки швов. Но, стараюсь ее мазать в местах где не подлезть совсем. Принцип прост: намазал, подождал минут 15-20 и острой ватой протер. В местах же, где можно болгаркой подлезть или острой ватой, кислота не нужна. Я такую вот использую.
IMG_20181025_231835 Large.jpg Сварочный аппарат. Материалы и инструменты.IMG_20181025_231849 Large.jpg Сварочный аппарат. Материалы и инструменты.IMG_20181025_231906 Large.jpg Сварочный аппарат. Материалы и инструменты.
ЭДВАРД40
Кандидат наук
Ишим - тюменская область
315 423
Отв.558 26 Окт. 18, 06:58
ЭДВАРД40,А что за кислота?Master_1, 25 Окт. 18, 23:13

 Отв.542 24 Окт. 18, 10:42
Отв.542 24 Окт. 18, 10:42