варить по 2-3 см с интерваломAirblaster, 28 Янв. 19, 11:32
А еще почему-то никто не посоветовал как следует зафиксировать крышку мощными струбцинами, на мощном столе, например.
сварщик
Доцент
spb
1.4K 467
Отв.1641 29 Янв. 19, 10:48
makh, так не советуют, потому что помогает плохо, у меня кондуктор под фланцы из 16мм стали сделан, если варить медленно и полностью, ведет всеравно. Когда добавил еще медный лист 3мм стало лучше, ибо медь тепло начала рассеивать и всеравно варю в 4 захода с перерывом, чтобы вело меньше.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.1642 29 Янв. 19, 11:39 (через 51 мин)
сварщик, ага, тоже сделал кондуктор, на лазере вырезали из двадцатки, на нем же и деформацию делаю перед сваркой тут [сообщение #13463706] самый левый фланец. - так быстрее и результат великолепный
pro100pavlovith
Магистр
Спам робот
281 167
Отв.1643 09 Февр. 19, 22:15
Автор был выпивший
Сильно не пинайте! Дороги наш бич, по пути в винокурню оторвал глушак, хорошо,что глушак нержовый и что аргонщика искать не пришлось, приварнякал на скорую руку, не на выставку же Glyshak. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Airblaster
Студент
Moscow
48 2
Отв.1644 17 Марта 19, 21:46
В общем повело крышку. Варил для котла 20 литров, сначла с 4 сторон прихватил, после с разных сторон по 1 см проварил. Через час еще с других двух сторон по 1 см. Короче повело. Варил сверху с присадкой. Может ток вкорячил сильный. Крышка 3мм, кламп наверное 1.5 мм. Каким током варить? И на каком режиме, пульс или постоянной дугой?
svarnoy
Профессор
Жуковский.
9.7K 4.8K
Отв.1645 17 Марта 19, 21:55 (через 10 мин)
Крышка 3мм, кламп наверное 1.5 мм.Airblaster, 17 Марта 19, 21:46
Вообще 3 мм крышки давольно хорошо переносят сварку, ведет конечно, но только если приглядываться. Такие детали варю током 35 ампер.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.1646 20 Марта 19, 20:09
клампы к трешке привариваю на токах 50-65А постоянная дуга (у меня на апаратае 315А - импульс : самая высокая частота 5 герц - что он есть что его нет) края детали хорошо-бы прижимать к плите (на плазморезе заказал давно уже, диск из десятки чернушной с отверстием посредине) струбцинками к диску прижимать тоже хорошо.
Airblaster
Студент
Moscow
48 2
Отв.1647 31 Марта 19, 21:24
А когда прижимать диск к плите - разве деформации все равно не будет от нагрева? Или тепло будет уходить в плиту и т.о. будет меньше коробить?
Помогите пожалуйста выбрать параметры сварки. Только начал изучать и практиковать АДС сварку, поэтому требуется советы. Хочу вварить повторно клампы к крышке и ещё в котел. 1. Кламп 2 дюйма в котел Люкстайл сбоку. Толщина стенок клампа 1.5мм, толщина котла 1 мм. Варить своим телом или с присадкой? Какой толщины электрод и какие параметры ставить, пульсом варить? Какие параметры тока мин-макс, частоту. Обваривать внутри котла или снаружи? Планирую сделать отверстие в котле 51мм под внешний диаметр клампа. 2. Вварить в крышку 3мм кламп толщиной 1.5мм. кламп накладывается на крышку (не вставляется, отверстие в крышке равно диаметру внутреннему у клампа), поэтому обваривать придется снаружи вокруг трубы клампа. 3. Вварить кламп в крышку 3мм, но уже заказал крышку с отверстием под внешний диаметр клампа, поэтому варить буду изнутри. У кого был опыт, подскажите пожалуйста, какими параметрами варить каждый пункт. Спасибо!
svarnoy
Профессор
Жуковский.
9.7K 4.8K
Отв.1648 31 Марта 19, 21:30 (через 7 мин)
Airblaster, 1- котел 0,8 мм на самом деле, варить с присадком, токи около 20 ампер без пульса. Электрод везде 2.4. 2- варить мелкими шовчиками, не перегревать, ток около 40 А. 3 так же как два.
Мародер
Доцент
Долгопрудный - Новомичуринск
1.1K 264
Отв.1649 01 Апр. 19, 23:04
Кламп 2 дюйма в котел Люкстайл сбоку.Airblaster, 31 Марта 19, 21:24
Люксстайл варится очень плохо...х.з,что за металл,проблемный.потом он лопается рядом со швом...видел.опытные сварщики толком справиться не могут с ним.так что подумай и посоветуйся,прежде чем браться.может здесь посоветуют,что.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.1650 02 Апр. 19, 14:04
Люксстайл варится очень плохоМародер, 01 Апр. 19, 23:04
чет не заметил такого, ток от 23 до 35 по моему показометру, муфты, клампы, нипеля - все приваривается (обратка шлифуется, с поддувом обратки смысла нет задурятся ибо шлифовать не большой геморой) главное присадочный материал не жалеть ну и подходящий подбирать надо - мне товарищ подогнал какой то с немалым количеством титана - очень удачная присадка
Добавлено через 3мин.:
Airblaster, без опыта лучше и не берись, ибо с третьей крышки чето путнее может и начнет получатся. ток ампер 50-80 , по скуорости сам прикидывай, проварить клубоко нет нужды, а чтоб не покоробило - не спи при сварке. ну и стяжками противоположными. самое главное это минимизировать нагрев всего изделия (чем больше ток и быстрее скорость сварки - тем лучше)
Мародер
Доцент
Долгопрудный - Новомичуринск
1.1K 264
Отв.1651 02 Апр. 19, 16:03
чет не заметил такогоSedoY, 02 Апр. 19, 14:04
Из этого значит,что ты поопытней,чем те,кто жаловался)))
svarnoy
Профессор
Жуковский.
9.7K 4.8K
Отв.1652 02 Апр. 19, 18:09
Люксстайл варится очень плохоМародер, 01 Апр. 19, 23:04
Варится он очень хорошо. Потом правда может лопаться около шва, приносят такие баки иногда, заваривается не всегда. СиВ вроде уже отказались от них по этой причине, сколько их мне приносили, а сколько по гарантии сдавали. Думается дело в электрохимеской коррозии дело, так как всегда трещина на врезке ТЭНа, на сливе не приносили с трещиной.
Мародер
Доцент
Долгопрудный - Новомичуринск
1.1K 264
Отв.1653 03 Апр. 19, 13:47
Потом правда может лопаться около шва, приносят такие баки иногда, заваривается не всегда.svarnoy, 02 Апр. 19, 18:09
Именно это я и имел ввиду,может неясно выразился
потом он лопается рядом со швом...Мародер, 01 Апр. 19, 23:04
Maik2407
Профессор
Новосиб
4.8K 817
Отв.1654 03 Апр. 19, 22:26
Может просто люкстайл как бренд, делает куча производителей..и все из разной стали..кому что под руку попадет..вот и варятся одни норм, а другие с проблемками..
svarnoy
Профессор
Жуковский.
9.7K 4.8K
Отв.1655 03 Апр. 19, 22:54 (через 28 мин)
Может просто люкстайл как бренд, делает куча производителей..и все из разной стали..кому что под руку попадет.Maik2407, 03 Апр. 19, 22:26
так и есть, они отличаются по виду, по надписям, по креплению ручек. Разные заводы.
SergT
Доцент
Москва
1.8K 514
Отв.1656 06 Апр. 19, 14:39
поставил в люкстайловский котел кламп через какое-то время пошли трещины слева-справа миллиметров в 5 от шва как если бы кламп изнутри выдавливало. заварил трещины, и наложил несколько валиков радиальных. как расходящиеся лучи от солнца вид получился хрен что, но держится за счет этих "ребер" и похоже что с нержой китайцы обманывают - похоже там 201 сталь, а не 304 от кислоты зелеными пузырями покрывается 304 зеленью не грешит
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.1657 08 Апр. 19, 08:05
через какое-то время пошли трещины слева-справа миллиметров в 5 от шваSergT, 06 Апр. 19, 14:39
ток при первой сварке надо все же больше. - на малом токе сильный прогрев металла и усадка его - создается напряжение которое и рвет металл в дальнейшем. по колхозному - сварил - бахни не сильно медным молотком рядом, пока металл горячий)))
Добавлено через 1мин.:
и присадки с титаном лучше пользовать для люксайла
kabah
Магистр
Kiev
283 107
Отв.1658 09 Дек. 19, 17:21
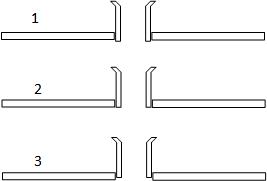
Коллеги, кто имел практический опыт сварки нержавейки помогите советом. Нужно приварить к крышке диаметром 420мм толщиной 3мм три клампа, в центре 2х дюймовый высотой 40мм, и немного от центра один невысокий 2х дюймовый и один невысокий 4-х дюймовый. Двухдюймовые имеют толщину 1.5мм, 4х дюймовый 2мм. Зазоры между клампом и крышкой от 0.1мм и меньше. Нагрузку несет только центральный кламп, в него будет вставляться мотор-редуктор для мешалки. Деформации крышки недопустимы, поэтому планирую варится только снизу, короткими диаметрально противоположными участками, с мокрой тряпкой, обдувом и полным остыванием, из 2мм медной шины сделал вкладыш под внутреннюю поверхность клампа. Вопрос как лучше установить клампы, заподлецо, с выступом или с впадиной ? Склоняюсь больше к первому способу. Какой сварочный ток будет оптимальным ?
клампи.jpg Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Мародер
Доцент
Долгопрудный - Новомичуринск
1.1K 264
Отв.1659 09 Дек. 19, 21:13
kabah, Если проточить "ступенькой" на половину толщины крышки,а ступеньку сделать шириной на толщину клампа,то идеально будет варить "своим телом".Извини,нарисовать не могу.Если надо,нарисую и сфотаю...Ну,то есть,вариант три,только,под клампом выступ оставить,упорный,так сказать.Или же,с присадкой,хотя для твоих нужд,подойдёт,имхо,любой вариант.Просто описываю,как мне делали профессионалы,в изготовлении различных мет.конструкций,мет.мебели и прочего.Их у меня много красится,но эти лучшие...







 Отв.1647 31 Марта 19, 21:24
Отв.1647 31 Марта 19, 21:24