Нам дилетантам нужно уяснить простое правило: Залог успеха - соблюдение правил! Придерживаясь их, сократиться количество вопросов типа «Почему у меня не получается!» Написано: Перед сваркой поверхности зачистить – зачищаем! Написано: Обезжирить – обезжириваем! Заточка вольфрама - вдоль электрода, точим вдоль! Argonnaya-tig-svarka4. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Аргумент вроде того, что некоторые "сварные" и так работают, без соблюдений, так они специалисты, а мы дилетанты-любители. Так, что будем стараться соблюдать!
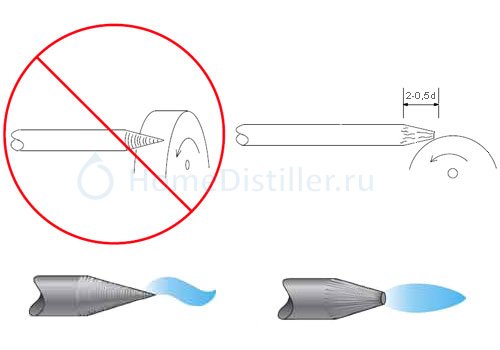
Заточка вольфрамовых электродов описана подробно. Есть картинки, как нужно делать и чего не нужно. Правильно затачивать так, чтобы риски располагались вдоль стержня. Величина заострения, притуплять или нет это по ситуации. Острая заточка – бОльшая глубина провара. Более пологий угол – шире дуга и меньшая глубина проплавления.
Dsc_0140. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0138. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Электрод затачиваю с двух сторон это удобно. Испортил, перевернул, порть дальше.
Черновую обработку выполняю на боковой поверхности круга.
Dsc_0127. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
По необходимости делаю притупление острия. Вольфрам очень хрупкий материал. Пользоваться кусачками нельзя, он будет крошиться и слоиться. Поэтому сначала притупление, а за тем заточка.
На радиальной части формируем окончательный угол заточки вращая электрод.
Dsc_0133. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0147. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
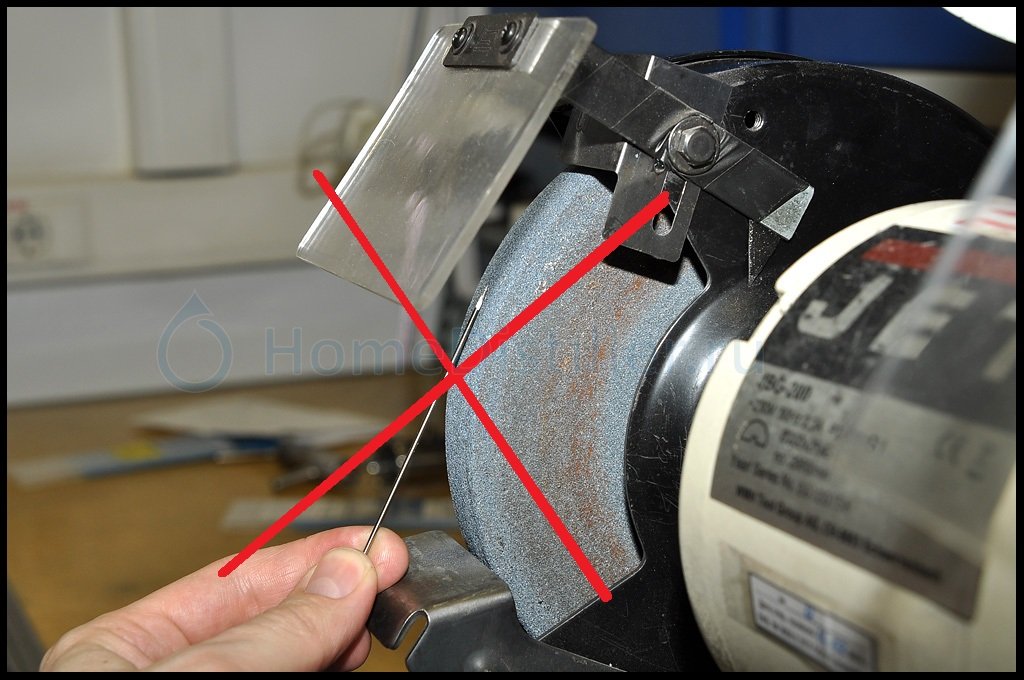
ВНИМАНИЕ! Dsc_0142_-_kopiya. Способы и оборудование для сварки нержавейки. Материалы и инструменты. А ВОТ ТАК ДЕРЖАТЬ ЭЛЕКТРОД НЕЛЬЗЯ!
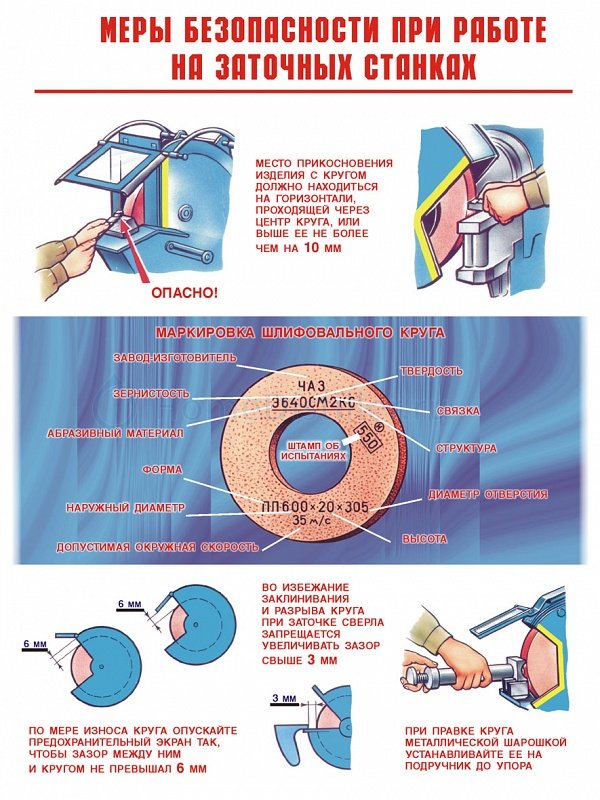
Texnikabezopas. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Соблюдаем правила ТБ!!! ____________________________________________________ Есть рекомендация по полировке электрода. Если честно, пока не понял разницы.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.681 03 Апр. 15, 17:17 (через 5 мин)
про заточку электрода - обтачивать надо так чтобы поверхность иглы была как можно более гладкая (в идеале полированная, но это нафиг) тогда дуга будет более равномерная. ведь на каждой заусенице возникает корона хоть и маленькая и оно не способствует хорошей дуге.
Advard - опередил :)
Николай334
Профессор
Краснодар
2.1K 290
Отв.682 03 Апр. 15, 20:42
Advard, Т.Е, та натачиваешь пачку электродов, а затем, просто, меняешь по мере необходимости? В жизни, тоже точишь в перчатках?
сообщение удалено
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.683 04 Апр. 15, 06:06
kiliwin, руку проколоть может
2099996
Магистр
Krasnoyarsk
200 28
Отв.684 04 Апр. 15, 06:41 (через 36 мин)
Электрод затачиваю с двух сторон это удобно.Advard, 03 Апр. 15, 17:12
Это крутой совет, а то я додумался до пачки а чтобы с двух сторон - нет почему-то. Я новичок, поэтому очень часто электроды пачкаю, то вообще газ открыть забудешь, то ткнешь лишнего и каждый раз бегать отвлекаться на заточку прям не вариант.
AllesGood
Специалист
из средней полосы
144 19
Отв.685 04 Апр. 15, 12:19
Если после заточки на точиле, попользоваться лепестковым - электрод будет полированным. Но, как я понял из комментов, этим можно не заморачиваться.
2099996
Магистр
Krasnoyarsk
200 28
Отв.686 04 Апр. 15, 13:13 (через 54 мин)
AllesGood, я так и делал, зажимал электрод в шурик и точил сначало шлифовальным кругом, а потом лепестковым. Получается зеркало
электрод пальцами удерживается на зачёркнутой картинке
AllesGood
Специалист
из средней полосы
144 19
Отв.689 09 Апр. 15, 10:18
Кто как организует поддув аргона в свариваемые трубы? Я врезал тройник в магистраль до аппарата. У меня нет второго расходометра, а краником шаровым очень грубо регулируется. И еще вопрос - чем лучше трубы "затыкать" из подручных средств? Или нужно приспособы тулить?
alexgo
Доцент
Гжель
1.1K 283
Отв.690 09 Апр. 15, 10:44 (через 26 мин)
чем лучше трубы "затыкать" из подручных средств? Или нужно приспособы тулить?AllesGood, 09 Апр. 15, 10:18
фольгой пищевой самое то!
сообщение удалено
AllesGood
Специалист
из средней полосы
144 19
Отв.691 09 Апр. 15, 18:39
Поролон не поплавится? А скотч какой термостойкости? Фольгу крышечкой делать? Чем закреплять на торце?
сообщение удалено
Аптекарь
Научный сотрудник
Владимирская обл.
1.9K 403
Отв.692 09 Апр. 15, 19:29 (через 51 мин)
2ая мин 18секунда
AllesGood
Специалист
из средней полосы
144 19
Отв.693 10 Апр. 15, 00:10
Порылся в "гугле". Скотч алюминиевый до 120 градусов, а тот, что до 350 - нигде не продается. Или 120 достаточно?
DVVl
Студент
Миасс
14 1
Отв.694 10 Апр. 15, 10:04
Я врезал тройник в магистраль до аппаратаAllesGood, 09 Апр. 15, 10:18
А так можно ?
AllesGood
Специалист
из средней полосы
144 19
Отв.695 10 Апр. 15, 10:36 (через 32 мин)
А почему нет? Там давление низкое после редуктора. Деление потока по сечению тройника - в моем случае одинаковое. Полагаю, что расход в горелке и поддуве равный будет. Только сечение выпуска с сечением шланга горелки подравнять нужно. Или я не прав?
сварщик
Доцент
spb
1.4K 467
Отв.696 10 Апр. 15, 10:39 (через 4 мин)
AllesGood, мне кажется ничего страшного, можно использовать игольчатый кран на этом тройнике, для более тонкой регулировки подачи газа, и никаких проблем, если герметичность сохранена
AllesGood
Специалист
из средней полосы
144 19
Отв.697 10 Апр. 15, 15:02
Игольчатого крана не подвернулось, поставил обычный шаровый. На выход установил медную трубку, заглушенную. В торце просверлил отверстие такого диаметра, чтобы соотношение поддув/горелка было примерно 6/4. Кран при этом открыт полностью (я им не регулирую, а просто вкл/выкл). Отверстие в трубочке подбирал диаметром сверла. Начал с 0,5 - остановился на 0,75мм. Получился своего рода жиклер.
Добавлено через 10мин.:
Кстати, сегодня получил газовую линзу. Поставил и окончательно понял, что нужно переходить на 9 горелку воздушную и 20 водянку. Громоздко получается с этой расходкой (17-18-26). Никто не знает, где гибкий монокабель (сила с аргоном вместе) приглядеть можно? Самая жесткая часть моего шлейфа - кабель кнопки. Придется педаль тулить. Кто-нибудь сам собирал легкую горелку? Может какую-нибудь готовую из китайцев посоветуете (для переделки).
Приступаем к сварке. Варим на прямом токе (без импульсный режим). При толщине металла 1,5 мм импульс не нужен. Электрод «WL-20» диаметр – 1 мм, газовое сопло №5. Аппарат – «Китаец обыкновенный» BRIMA Tig - 200P. Настройки: Ток 30-35 А; Пост газ (продувка после сварки) – 3 секунды; Спад тока – 0.8 секунд. Расход аргона – 5 литров/мин. Dsc_0160. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0158. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Остановлюсь на некоторых функциях аппарата. «Спад тока» или «Ток заварки кратера». Действительно замечательная функция. После того, как Вы отпустили кнопку, сварочный ток медленно снижается, дуга горит, подсвечивая место сварки, это позволяет четче контролировать процесс. Нет резкого обрыва дуги.
«Продувка после сварки» или «Пост. газ» Устанавливается в зависимости от мощности сварочного тока. Рекомендуемая уставка времени продувки, для охлаждения электрода и защиты сварочного шва: Ток 20А – продувка 2 сек. Ток 30А – продувка 3 сек. и так далее.
В моём аппарате нет функции «Предварительная подача газа». Действую следующим образом: Отведя горелку от детали, нажимаю кнопку старта. После того, как высокочастотный поджиг перестал работать, а газ продолжает идти, приступаю к сварке. Эта простая метода позволяет устранить один «очень неприятный момент», называется он «Скачёк давления». При закрытом клапане, в рукаве до газового редуктора, образуется избыточное давление. Чем длиннее участок (рукав) от редуктора до аппарата, тем продолжительнее этот процесс. Аргон не является только защитой при сварке, он образует плазму. Резкий выброс аргона при старте, на тонких деталях, может вызывать сильное оплавление краёв, вплоть до прожига детали.
«Горелка – продолжение Вашей руки». Это ощущение появилось, когда сделал одно нехитрое движение: Dsc_0168. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Очень помогло. Горелка «легла» в руку.
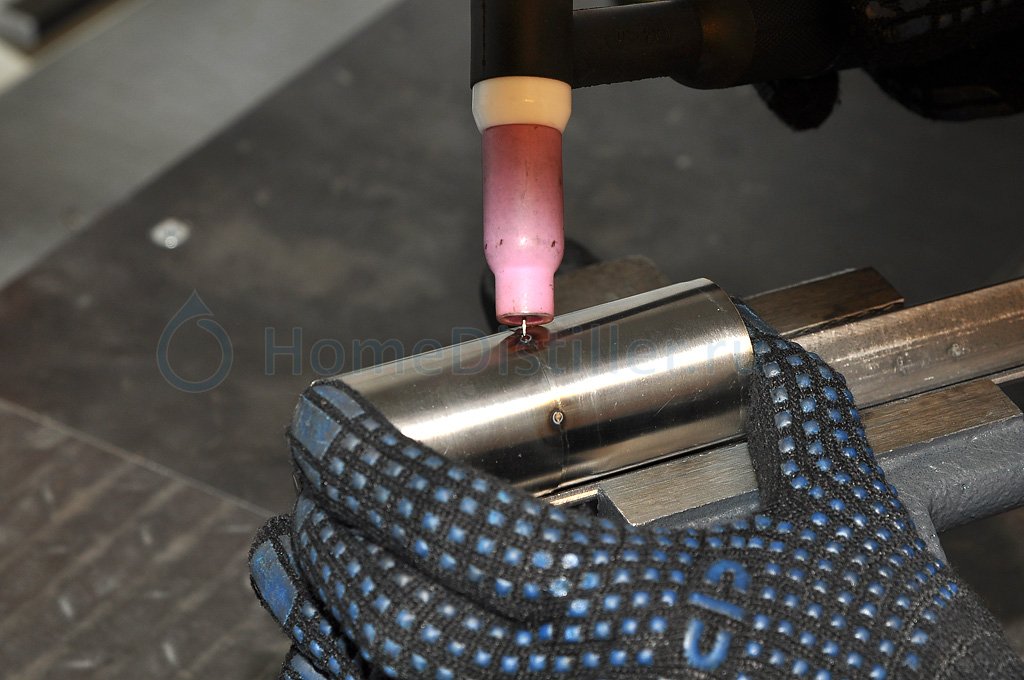
Укладываем трубу в знакомое нам приспособление «уголок», выравниваем детали. Делаем несколько прихваток по всему диаметру. Фиксируем кисть с горелкой. В процессе сварки она будет оставаться неподвижной. Делаем легкий упор горелки на край керамического сопла. Выдерживаем зазор между электродом и деталью 1-2 мм. Dsc_0151. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0154. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Сварочный режим: нажал – опустил, нажал – отпустил. При этом вращаем деталь в сторону горелки. Скорость вращения подбираем с учетом состояния сварочной ванны. Вы должны хорошо видеть процесс плавления металла. Dsc_0156. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
По завершению сварки и погасания дуги не следует сразу убирать горелку во избежание окисления шва.
P.S. «Ух ты, черные перчатки!» Пришлось отказался от использования обычных белых перчаток. Использую дополнительное освещение рабочего места. Свет отражается от них затемняя маску, работать не возможно…
zaka
Доктор наук
Курск
634 417
Отв.699 14 Апр. 15, 10:10 (через 9 мин)
Advard - молодец! Хвалю за изложение материала, его доступность, правильную речь, сделанные фото. Хоть и не "пользую" аппарат, но помучавшись со своими проблемами никак не нарадуюсь успехами коллег. Можно было бы сказать "спасибки" раз 10 - не задумался бы!!! А так только один раз! П.С. Будет что еще сказать - пиши!