Аптекарь, Я для начала сварил себе сварочный стол из черной 2мм профтрубы 50х50 (плита тяжелая была 16мм толщиной). На нем и напрактиковался поначалу. Там швов много и разных.
Аптекарь
Научный сотрудник
Владимирская обл.
1.9K 403
Отв.721 20 Апр. 15, 14:21 (через 21 мин)
AllesGood, ты ТИГом варил стол?
AllesGood
Специалист
из средней полосы
144 19
Отв.722 20 Апр. 15, 16:54
Да
Аптекарь
Научный сотрудник
Владимирская обл.
1.9K 403
Отв.723 20 Апр. 15, 18:21
AllesGood, телом или с присадкой ?
AllesGood
Специалист
из средней полосы
144 19
Отв.724 20 Апр. 15, 18:37 (через 16 мин)
Да в том то и кайф, что по разному. Но, в основном с присадкой. Все-таки разделывать без зазора профильные трубы было в лом. Электрод 2мм, присадка омедненная тоже 2мм. Я очень удачно закупился присадкой, в одном известном интернет-магазине, то ли по ошибке, то ли у них какая то акция была, но удалось купить присадки на условиях "пачка по цене 1 кг". Так я взял и черной, и нержи, и алюминия разного (причем алюминиевую брал 10 кг по цене 1 кг). Ждал, скрестив пальцы поставки, а теперь локти кусаю, что больше не взял.
Аптекарь
Научный сотрудник
Владимирская обл.
1.9K 403
Отв.725 20 Апр. 15, 19:21 (через 45 мин)
присадка омедненнаяAllesGood, 20 Апр. 15, 18:37
а если простой проволокой ?
AllesGood
Специалист
из средней полосы
144 19
Отв.726 20 Апр. 15, 19:27 (через 7 мин)
В присадке есть раскислитель, которого нет в обычной проволоке. Черняга кипит бывает, с присадкой меньше. Можно проволоку от полуавтомата, там такой же материал как и в присадке. Скручивать только надо в косичку, чтобы потолще стала.
m16
Научный сотрудник
Тамбов
1.9K 1K
Отв.727 20 Апр. 15, 23:08
Проплавление металла происходит только на внешней поверхностиAdvard, 20 Апр. 15, 11:44
я так понимаю что варил без присадки - исключительно оплавлением кромки?
Добавлено через 39мин.:
что б пришло это понимание, как лучше поступить...можно тренироваться на чернухеАптекарь, 20 Апр. 15, 13:46
варить чернуху и нержу это две большие разницы. нержа она "течёт" . если ты варил люминь , то поймёшь.
Advard
Кандидат наук
Москва
368 487
Отв.728 21 Апр. 15, 09:08
я так понимаю что варил без присадки - исключительно оплавлением кромки?m16, 20 Апр. 15, 23:08
а вот скажем , что б пришло это понимание, как лучше поступить...можно тренироваться на чернухе , ...или сразу к нерже привыкать Аптекарь, 20 Апр. 15, 13:46
Для понимания общих принципов TIG сварки, годиться и обычная сталь. Нержавеющая ведет себя несколько иначе. Для каждого материала свои сварочные режимы.
AllesGood
Специалист
из средней полосы
144 19
Отв.729 21 Апр. 15, 10:27
Для обретения "чувства ванны" не так важно, что именно варить - чернуху или нержу. Гораздо важнее общий "навар". Портить чернуху дешевле, да и требования к внешнему виду на чернухе подсознательно ниже - даже если вы накосячили маненько на одном (нескольких) из швов после обработки/покраски это будет не заметно. Обязательно нужно варить что-то дельное, просто кусочки тачать тоже не плохо для начала, но боязни испортить деталь это не убавит. А боязнь эта здорово сковывает и мешает. На сварке конкретной вещи вы от этой скованности избавитесь.
Николай334
Профессор
Краснодар
2.1K 290
Отв.730 22 Апр. 15, 16:10
годиться и обычная сталь.Advard, 21 Апр. 15, 09:08
Только присадку нужно 09Г2С, иначе шов кипеть будет.
zaka
Доктор наук
Курск
634 417
Отв.731 30 Апр. 15, 08:17
Вопрос к знатокам элитарного клуба "Что, где, почем?". Прошу высказаться по данному виду аппарата.
zaka, чето он облегченного типа наверное, 4 минуты варить 6 отдыхать - ленивым стать можно что с ним станет если 6 минут варить? 10 минут варить?
AllesGood
Специалист
из средней полосы
144 19
Отв.733 30 Апр. 15, 12:53
zaka, Аппарат как аппарат, самый простой. Но я бы посоветовал купить что-то из более распространенных и "опробированных" брендов. Сервис должен быть в шаговой доступности от вас. От поломки никто не может быть застрахован.
Производитель чуть по-другому ПВ(продолжительность включения) (раб./отд.) - 80% (8/2 мин). Может разница не значительна, но все же получше...
Так, нашел откуда ты эти данные взял. Вот, они пишут похоже просто привязываясь к ГОСТ. Мне кажется - это привязка к некоторому интегральному показателю, что бы разные аппараты можно было сравнивать между собой по этому параметру. Что то мудренно.... Кстати, производитель утверждает, что это Серия PRO - Применяются в профессиональных, индустриальных целях, для ручной электродуговой сварки методом ММА.
Продолжительность включения — это показатель непрерывной работы аппарата (в процентах) от 10 минутного рабочего цикла при данном сварочном токе и температуре окружающей среды 40°С. По ГОСТ Р МЭК 60974-1-2004 все данные по рабочему циклу стандартно приведены при температуре окружающей среды 40°С.
Сервис должен быть в шаговой доступности от вас.AllesGood, 30 Апр. 15, 12:53
Сервис по этим аппаратам как раз есть.
AllesGood
Специалист
из средней полосы
144 19
Отв.735 30 Апр. 15, 22:31 (через 45 мин)
Ну, так бери. Потом отзыв напишешь.
m16
Научный сотрудник
Тамбов
1.9K 1K
Отв.736 01 Мая 15, 09:54
чето он облегченного типа наверное, 4 минуты варить 6 отдыхать - ленивым стать можно что с ним станет если 6 минут варить? 10 минут варить?SedoY, 30 Апр. 15, 08:31
ты неправ , параметр ПВ у сварочников привязан к максимальному рабочему току , в данном случае 8/2 мин справедливо для 200А. для токов 160А и ниже ПВ уже будет 100% - хоть обварись.
zaka
Доктор наук
Курск
634 417
Отв.737 01 Мая 15, 16:48
Ну, так бери. Потом отзыв напишешь.AllesGood, 30 Апр. 15, 22:31
Я как раз внимательно читаю и тебе написал, что брать нужно уже обкатанный бренд, по которому тебе отзывы дадут. А по этому аппарату ты первый отзовешься Вот глянь отзыв про Айкен: http://www.mastercity.ru/...-0-warrior-200i
Advard
Кандидат наук
Москва
368 487
Отв.739 03 Мая 15, 15:53
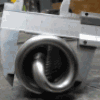
"Торцевая заглушка"
Продолжим… На листе нержавеющей стали, размечаем контур детали. Разметку выполняем простым карандашом, он подходит лучше всего. Линия всегда остается видимой, даже при сильном нагреве поверхности.
Dsc_0426. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0453. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0455. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Далее можно поступить двумя способами: Первый: Вырезаем деталь произвольной формы. Прихватываем в четырех точках, обтачиваем, выдерживая припуск 0.5 – 1 мм. Затем обвариваем.
Второй: Вырезаем деталь по конуру с припуском 0.5 - 1 мм. Прихватываем, обвариваем.
Dsc_0468. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0528. Способы и оборудование для сварки нержавейки. Материалы и инструменты.Dsc_0533. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Варим оплавлением кромки т.е. «собственным телом». Настройки и режим сварки такие же, как при сварке трубы. [сообщение #12285955] Ток 30-35 А; Пост газ (продувка после сварки) – 3 секунды; Спад тока – 0.8 секунд. Расход аргона – 5 литров/мин.
Не стоит делать припуск более одного миллиметра. Чем больше припуск, тем труднее обработать шов после сварки. Да и варить не очень удобно.
Вид детали после обработки: _dsc0302_kopiya. Способы и оборудование для сварки нержавейки. Материалы и инструменты.