При вваривании трубок 6х1 в крышку происходит небольшая утяжка трубки с уменьшением внутреннего диаметра. На ТСА еще туда сюда, но на димроте нежелательное явление. Какой толщины крышку лучше делать (пробовал на 1 мм и на 1,5 мм - более толстая естесственно лучше, стоит ли увеличивать толщину до 2 мм?) и как избежать этой утяжки?
сообщение удалено
AllesGood
Специалист
из средней полосы
144 19
Отв.741 06 Мая 15, 15:53
Куда поддувать? Вот, допустим, ввариваем димрот в торцевую крышку. Внутрь дефа поддув. Но варим то снаружи.
сообщение удалено
AllesGood
Специалист
из средней полосы
144 19
Отв.742 06 Мая 15, 16:16 (через 24 мин)
Сомневаюсь я. ТСА поддувается через деф, а все равно утягивает ее. А какой толщины крышку ставить? Я что думаю - чем толще крышка, тем меньше ее потянет на трубку.
сообщение удалено
AllesGood
Специалист
из средней полосы
144 19
Отв.743 06 Мая 15, 16:36 (через 20 мин)
Вот-вот
Advard
Кандидат наук
Москва
368 487
Отв.744 21 Мая 15, 15:59
«Большой секрет для маленькой компании»
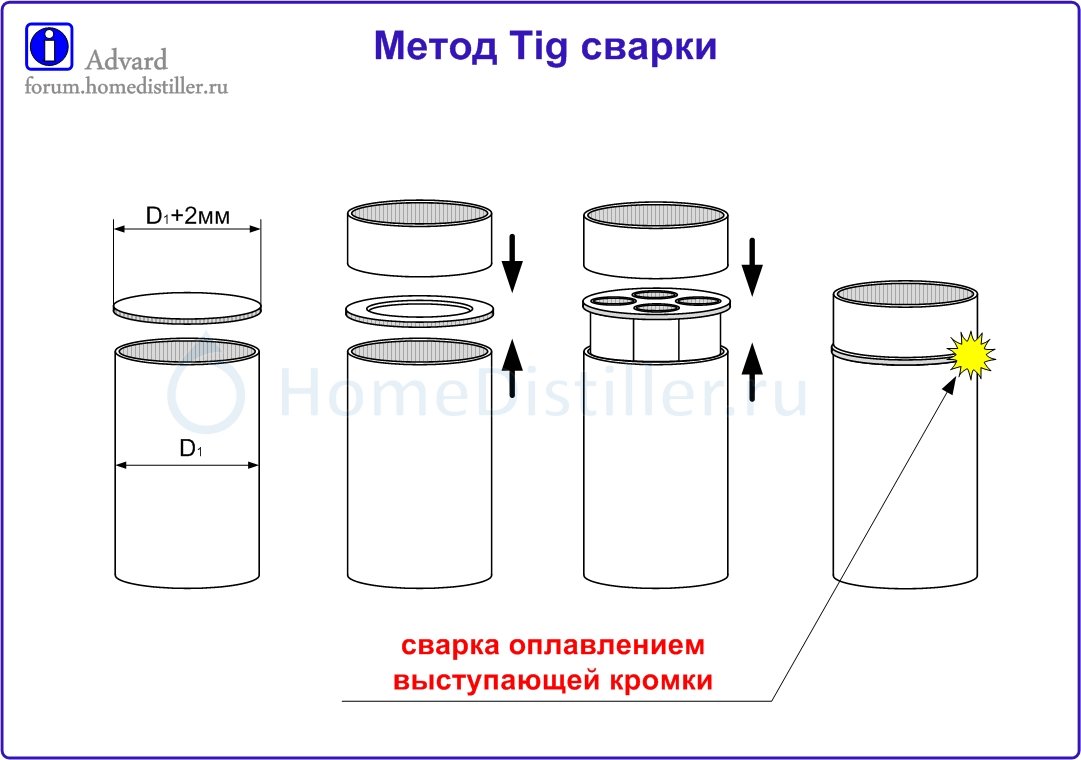
Просматривая работы коллег можно увидеть часто встречающуюся картину. При выполнении сборки кожухотрубных теплообменников, торцевые трубные доски изготавливают по внутреннему диаметру корпуса. Затем устанавливают их внутрь с некоторым углублением. Сварку чаще всего производят оплавлением края. В результате этих действий получается неровный край, затрудняющий выполнить центровку соединения. К этому торцу в дальнейшем нужно приварить КЛАМП или муфту. Образовавшиеся зазоры вынуждают вести сварку только с присадочным материалом. Процесс сборки узла растягивается в два этапа.
При отсутствии особых требований к сварочному шву, поступаю следующим образом:
Вариант №1 Торцевая часть изготавливается с припуском на 1 – 2 мм больше диаметра корпуса.
Tig_svarka_oplavleniem. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Сварочные операции производятся аналогично изготовлению торцевой заглушки: [сообщение #12306072] Производим центровку деталей, прихватываем и производим сварку узла в один этап.
Вариант №2 При повышенном требовании к прочности сварочного шва, можно сделать так: Торцевая часть изготавливается на 1 мм меньше внешнего диаметра корпуса. При сборке узла образуется канавка, которая напоминает «разделку кромок» при сваривании толстостенных труб.
Tig_svarka_s_prisadkoi. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Сварка производится с присадочным материалом, так же за один проход. Эти способы можно применять для различных трубных конструкций.
сообщение удалено
AllesGood
Специалист
из средней полосы
144 19
Отв.745 22 Мая 15, 15:55
Advard, Мне первый вариант показался удобней - выставить легче. Что касается крепости шва, проварить и там можно вполне нормально насквозь. За идею гран мерси.
breee3
Профессор
Хабаровск
2.9K 1.1K
Отв.746 22 Мая 15, 15:58 (через 4 мин)
люди с руками, подскажите что нужно нести к аргонщику, чтоб он мне сделал рубашечник. внутренняя труба ф38, рубашка ф45, 2 фланца под кламп, два кусочка трубы под патрубки. А вот что для того, чтоб закрыть зазор между внут.трубой и рубашкой?
zaka
Доктор наук
Курск
634 417
Отв.747 22 Мая 15, 16:07 (через 9 мин)
что для того, чтоб закрыть зазор между внут.трубой и рубашкой?breee3, 22 Мая 15, 15:58
Если нет листового металла, то можно вырезать кусок трубы (большего диаметра) и сделать из него нужную развертку. Обточить самому по твоим диаметрам (или отдать сварщику для этих доработок?). Не забудь оставить необходимый для сварки припуск (если варить телом).
breee3
Профессор
Хабаровск
2.9K 1.1K
Отв.748 22 Мая 15, 16:16 (через 9 мин)
zaka, если у меня нет листового, кусок трубы думаешь проще найти? припуск в какую сторону какой нужен?
Добавлено через 3мин.:
кстати, зазор-то всего 3.5 мм получается...
zaka
Доктор наук
Курск
634 417
Отв.749 22 Мая 15, 16:33 (через 18 мин)
кусок трубы думаешь проще найтиbreee3, 22 Мая 15, 16:16
От этой же трубы и отрежь. Естественно, труба должна быть с запасом. В крайнем случае пожертвуй 45 мм.
зазор-то всего 3.5 мм получается...breee3, 22 Мая 15, 16:16
Материал я думаю нержа? Тогда надо искать пруток. То же выход. У нас в крепеже продают шпильки из нержи разного диаметра. глянь у себя...
breee3
Профессор
Хабаровск
2.9K 1.1K
Отв.750 22 Мая 15, 16:38 (через 6 мин)
zaka, нержа 304, пруток для сварки не пойдет? з.ы. надеюсь не сильно расмешил
Добавлено через 1мин.:
глянь у себя...zaka, 22 Мая 15, 23:33
у себя ни черта из нержи нет, благо есть таобао
zaka
Доктор наук
Курск
634 417
Отв.751 22 Мая 15, 16:52 (через 14 мин)
пруток для сварки не пойдет?breee3, 22 Мая 15, 16:38
Ты имеешь ввиду присадку? Она тоже нержа. Если ф4мм - вполне для тебя. Сверни кольцом
у себя ни черта из нержи нет, благо есть таобаоbreee3, 22 Мая 15, 16:38
Я говорил про магазины крепежа. Не ужели таких магазинов нет? Там продают шпильки.Не лучший вариант, но хоть что то. Есть ф6мм, длина 1 метр точно! А лучше предварительно поговори со сварным. Если чел толковый, сам предложит выход... Удачи!
breee3
Профессор
Хабаровск
2.9K 1.1K
Отв.752 22 Мая 15, 16:54 (через 3 мин)
Не ужели таких магазинов нет?zaka, 22 Мая 15, 23:52
есть, нержи там не видел..
west-zarj
Специалист
Донецк
178 46
Отв.753 22 Мая 15, 19:28
если есть токарь то наружную трубу можно прокатать под диаметр внутренней ..трубы
Ванька Кальвадос
Бакалавр
Саратов
87 39
Отв.754 26 Мая 15, 13:14
Здравствуйте. Есть в наличии квадратный бак из нержи 60/60 см с открытым верхом.Планирую сделать из него куб приварив лист и скороварку в качестве люка. Толщина нерж листа 1 мм. Сомневаюсь в последовательности операций- лист и стенки может повести... Подскажите пожалуйста,правильно ли думаю в какой последовательности произвести операции: 1- сделать в листе отверстие для люка 2- приварить скороварку (или прихватить хорошо?) 3- приварить сделанное к баку ... опыта сварки баков нет (любитель), варить буду тигом
сварщик
Доцент
spb
1.4K 467
Отв.755 26 Мая 15, 14:50
1- сделать в листе отверстие для люка 2- приварить скороварку (или прихватить хорошо?) 3- приварить сделанное к баку ... опыта сварки баков нет (любитель), варить буду тигомВанька Кальвадос, 26 Мая 15, 13:14
похоже на правду) тонкие листы ведет сильно пипец, если сильно нагреть даже прихваченный, выгнет по плоскости... так что варить небольшими швами, на небольших токах, давать остывать хорошо. Либо найти толстый лист, скрепить его жестко с твоим обварить, а потом толстый снять... хотя у меня опыт сварки баков тоже не большой, всего 3 шт, 1,5мм,2мм и 3мм)
Серж 1
Научный сотрудник
Оренбург
4.3K 2.1K
Отв.756 26 Мая 15, 15:03 (через 13 мин)
Ванька Кальвадос, я не сварной, но иногда балуюсь. варю инвертором, нерж электродами. имхо : 1- приварить крышку к баку 2- сделать отверстие 3- приварить скороварку.
zaka
Доктор наук
Курск
634 417
Отв.757 26 Мая 15, 15:25 (через 23 мин)
тонкие листы ведет сильно пипецсварщик, 26 Мая 15, 14:50
Один хрен, без опыта поведет. И у спецов кривые получаются. Ванька Кальвадос, Смирись как с данностью. Можно будет впоследствии все эти изъяны "укрыть" утеплителем. Все равно лучше теплоизолировать конструкцию. Главное что бы этот бак ГУД - продукт умел выдавать. Остальное забудется. Я бы сначала вырезал отверстие в листе (с припуском для варки телом) обварил изнутри скороварку. Если будут проблемы добавишь присадкой шов поверху. А затем приварил бы эту башню к имеющемуся баку. Лист отрезал бы тоже с припуском +1мм с каждой стороны. И варил бы телом. ИМХО - тонковата сталь 1мм. Если тяжелая надстройка колебаться будет. У самого из 1мм нержи бак. Крышку усиливал для надежности.
сварщик
Доцент
spb
1.4K 467
Отв.758 26 Мая 15, 15:28 (через 4 мин)
А затем приварил бы эту башню к имеющемуся баку. Лист отрезал бы тоже с припуском +1мм с каждой стороны. И варил бы телом.zaka, 26 Мая 15, 15:25
оч пл
Я бы сначала вырезал отверстие в листе (с припуском для варки телом) обварил изнутри скороварку. Если будут проблемы добавишь присадкой шов поверху. А затем приварил бы эту башню к имеющемуся баку. Лист отрезал бы тоже с припуском +1мм с каждой стороны. И варил бы телом.zaka, 26 Мая 15, 15:25
оч плохая идея, когда время придет приваривать лист к баку, он уже будет кривой, поэтому сначала все прихватываем, по кругу, потом варим.
zaka
Доктор наук
Курск
634 417
Отв.759 26 Мая 15, 15:49 (через 21 мин)
сначала все прихватываем, по кругу, потом варим.сварщик, 26 Мая 15, 15:28
Согласен, есть такое дело. Можно пригрузить, притянуть прихватками. От коробления не уйти ...