Прошло некоторое время с момента изготовления моего первого куба, более подробно о котором можно прочитать по ссылке
[Изготовление перегонного куба из тонкой листовой нержавейки]
Однако теперь я увлекся зерновым дистиллятом и при эксплуатации данного изделия были выявлен самый главный его недостаток: объем 32 литра крайне мал для зернового дистиллята. Сначала приходится заваривать в кубе сусло, затем переливать его для брожения в 50 литровую бочку, затем перегонять за 2-3 раза.
Обдумав ситуацию было решено изготовить универсальный куб полезным объемом 50 литров, а полным объмом 80 литров, который можно использовать и для запаривания и для брожения и для перегонки.
Для основы был взят из гаража советский бачок из нержавейки объемом 50 литров. На форуме такие у многих встречаются.
Но как довести его объем до 80 литров? Вот тут-то и пригодился опыт изготовления и эксплуатации перегонного куба из тонкой листовой нержавейки!
Мной был придуман и воплощен в жизнь универсальный, доступный и недорогой способ изготовления куба:
1) Берется основа под куб - это может быть бачок из нержавейки, кастрюля, кег. В основу врезается необходимая обвязка - отверстия под барботер, кран для слива барды, ТЭНы.
2) У жестянщиков из тонкой листовой нержавейки изготавливается верхняя часть. В вернхнюю часть крепится крышка от скроварки.
3) Эти две части припаиваются друг к другу (возможна также дополнительно посадка на силиконовый герметик).
Итак имеем основу - бачок из нержавейки:

В основу в нижней части припаиваются кран для слива барды и отверстие для барботера, а также штуцер для индикатора уровня.
Штуцер для барботера (впаяна футорка с 1/2 на 3/4)

И сам барботер:

Кран для слива барды (впаяна американка от крана на 3/4)

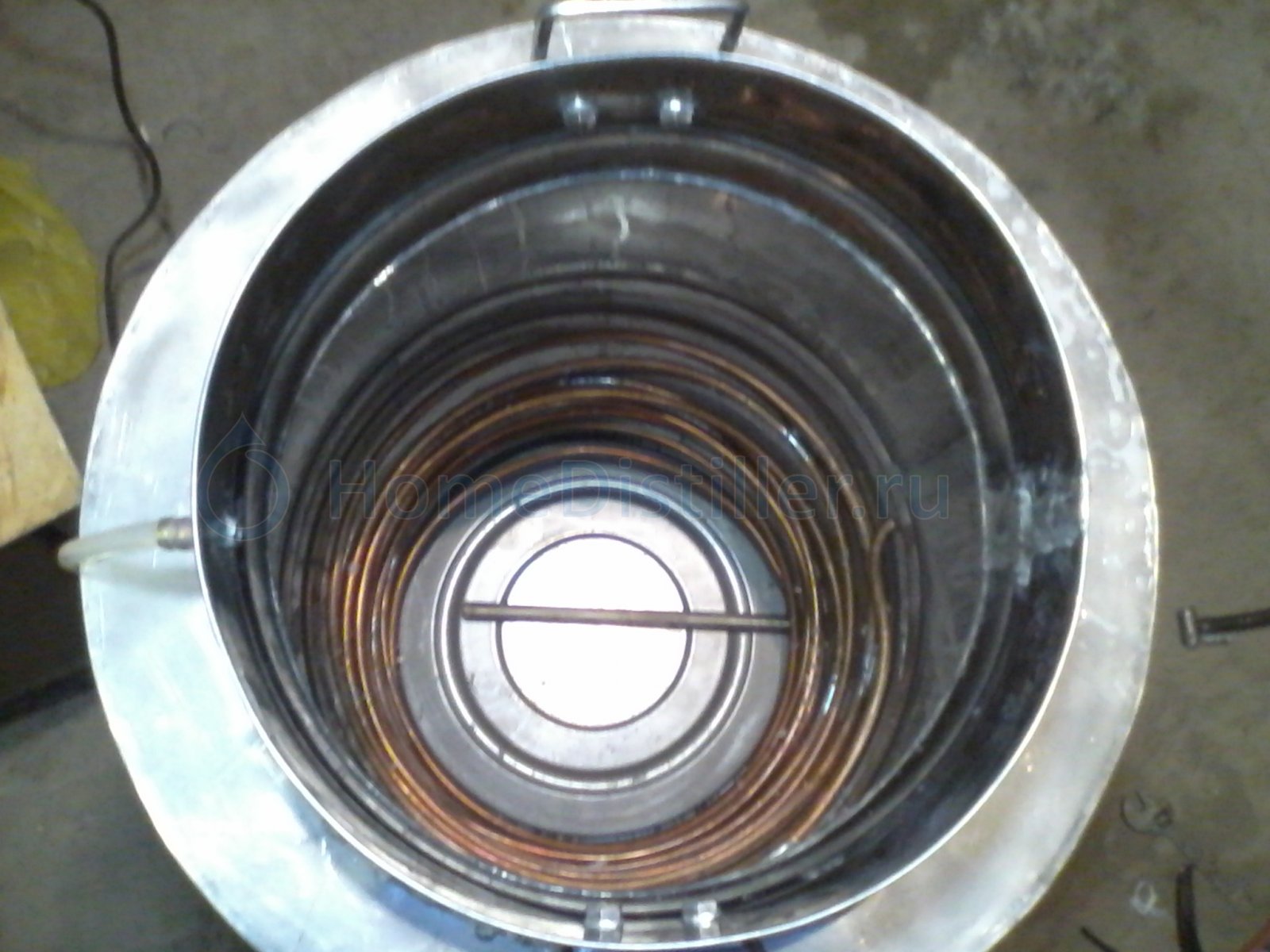
Внутрь основы я установил чиллер из медной трубки на 8 длиной 9 метров. Вход и вывод чиллера также выведены наружу на стенку куба.
Заказываем жестянщикам изделие, с тем расчетом, чтобы нижняя часть плотно входила в бачок, а на верхнюю часть можно было одеть крышку от скороварки.
Сходил в две фирмы, у одних посчитали 500 руб, у других 1500 руб. Естественно, выбрал где подешевле. Вес этого изделия около 2 кг, то есть 240 руб посчитали за материал, а 260 за работу. Вполне бюджетно!
Профиль:

Фас:

Обратите внимание на нижнее ребро жесткости - его надо обязательно сделать, так как к нему припаивается нижняя часть.
Также обратите внимание, что на этот раз жестянщики сделали изделие не на жестяницком замке, а посредством точечной сварки. Все следы (точки) от сварки желательно облудить, чтобы предотвратить появление коррозии в этом месте. Впрочем, это касается только дешевой нержавейки AISI 430.
Жестяное изделие надо пропаять по швам и изнутри и снаружи - так надежнее. Как пропаивать швы описано при изготовлении предыдущего куба.
Для пайки использовались следующие материалы: газовая горелка (для припайки к кубу фиттингов), ортофосфорная кислота в качестве флюса, олово для пайки и паяльник на 100 вт (для пропайки швов).

Изготовление крепления для крышки куба.
Для того, чтобы крышка от скороварки ложилась герметично, необходимо, чтобы размеры горловины куба совпадали с максимальным внутренним размером крышки.
Измерение размера крышки (в нашем случае 250 мм):

Крепление крышки делаем из нержавеющей 5мм проволоки.Размечаем размеры для сгиба, по разметкам делаем пропилы уголком напильника (можно до 2-2.5 мм), чтобы сгибалось легче, затем сгибаем в тисках. Должна получиться примерно такая конструкция:

Из тонкой нержавейки вырезаем крепление обычными ножницами по металлу и прикручиваем скобу к горловине куба.
Я использовал нержавеющие болты и гайки на 6. Для герметизации соединения изнутри поставил самодельную алюминиевую шайбу из листа алюминия толщиной 2 мм. Силой затяжения гаек, шайба немного расплющивается и обеспечивает герметичность.
Крепление крышки снаружи:

Крепление изнутри (видны алюминиевые шайбы):

В горловину куба впаян штуцера, на который будет одеваться индикатор уровня.

Верхнюю и нижнюю часть куба я соединил через обычный строительный силиконовый герметик намазав его где-то до половины нижнего ребра жесткости, а затем еще и припаял обе части куба по кромке нижнего рабра жесткости.

На все ушло где-то 200 граммов олова. Львиная доля олова ушла на припайку чиллера к стенкам кубя а также на припайку фиттингов.
Куб готов!
Фото снаружи;

Фото изнутри:
Расчетный объем куба получился 83 литра!
Проверяем его на герметичность. Для этого через барботер автомобильным насосом я накачал туда воздух. Чтобы локализовать место утечки, можно намазать мыльной водой подозрительные участки, там будут выделяься пузырьки. У меня было всего четыре утечки, только одна по швам куба, остальные на местах припайки фиттингов.

Общая высота куба получилась около 90 сантиметров.
В следующем посте будет отчет о постановке куба на колеса.












 ).Либо погружной чиллер,либо рубашка охлаждения.Второй вариант еще не испытал,но в ближайшем будущем будут результаты.
).Либо погружной чиллер,либо рубашка охлаждения.Второй вариант еще не испытал,но в ближайшем будущем будут результаты.