Конструкция бражной колонны разработана на основе идей, положенных в основу БКМ. Собственно, в своей «медной части» она является копией БКМ — принципиально изменена только система охлаждения. Поэтому все преимущества БКМ — хорошая очистка, высокий градус, высокая скорость работы и др. — «Ладога» в полной мере должна сохранить. При этом она обладает следующими дополнительными достоинствами:
а) Охлаждающая вода и в холодильнике, и в дефлегматоре движется навстречу пару; при этом не образуются воздушно-паровые пузыри;
б) Легкость и высокая точность регулировки потока охлаждающей воды в дефлегматоре — и, соответственно, температуры в узле отбора (по-моему, это главное достоинство; ради этого всё и делалось после того, как я намучился с регулировкой температуры в сухопарнике «Малютки»);
в) Температурный режим в дефлегматоре защищен от внезапных скачков давления в водопроводе — т.е. давление воды в дефлегматоре стабильное. Также никакие скачки давления не могут повредить пластиковые кожухи — излишек воды сразу будет автоматически сброшен в канализацию;
г) Простота изготовления, сборки и разборки колонны; не надо быть «мастером золотые руки», достаточно элементарных навыков. При изготовлении нет необходимости в очень точных измерениях (длины труб, центров отверстий и т.д.) — неточности в замерах ни на что не влияют или легко устранимы;
д) Минимум пайки (при желании можно вообще обойтись без пайки, но лучше все-таки ее использовать);
е) Бюджетный вариант — детали обошлись примерно в 5000 руб; если делать без регулировочного центрального крана (рекомендуется), то на 800 руб. дешевле. Если паять конструкцию из меди, и только сливной кожух оставить пластиковым, выйдет вообще дешевле раза в два.
Принцип работы
Описан первоначальный вариант – с регулировочным краном. Испытания показали, что кран – излишество, рекомендуется делать без регулировочного крана, ограничившись только регулировочным шлангом.
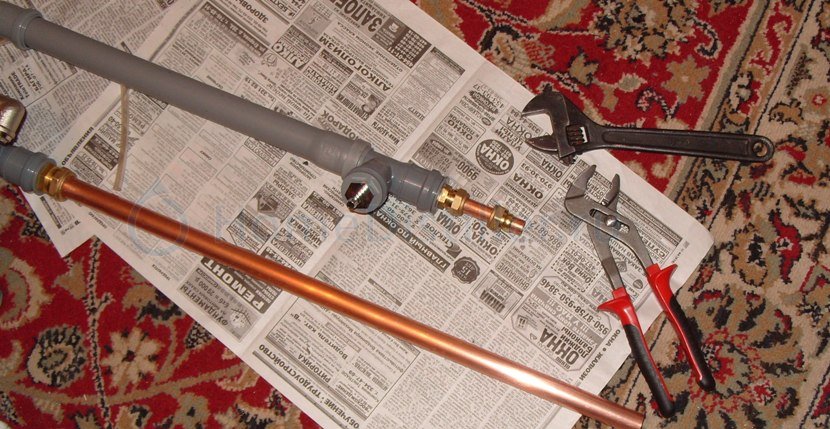
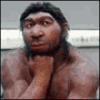
Кожухи колонны собраны из фановых труб Ф=32 мм. Собирается легко, как детский конструктор. Центральная медная труба Ф=22 мм, правая медная труба (прямоточник) Ф=15 мм.
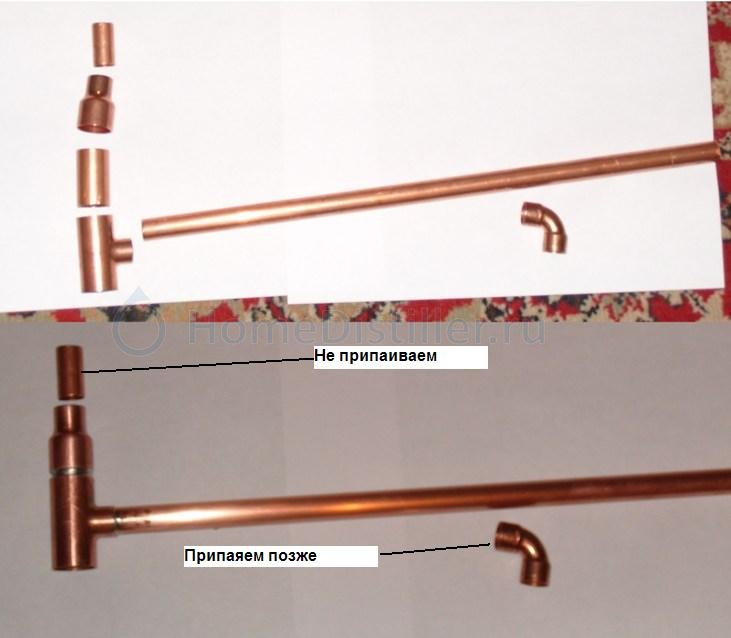
На левом рисунке — колонна перед сборкой, на правом — колонна в сборе (без некоторых деталей — гофры, капалки, отвеса, регулировочных тяг):
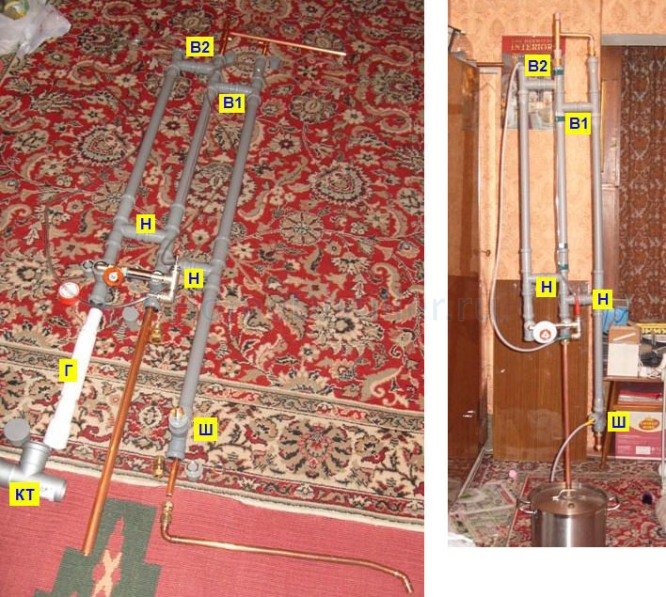
Вода из крана по шлангу поступает через штуцер Ш в холодильник (правый кожух) и наполняет его, нагреваясь от медного прямоточника. Нижние перемычки Н внутри глухие, вода через них не проходит, они служат только для жесткости конструкции. Вода поднимается до верхней перемычки В1 и переливается в дефлегматор (центральный кожух). Излишек воды в дефлегматоре поднимается до перемычки В2 и через нее сливается в сливной кожух (левый), а оттуда через гофру Г сливается напрямую в канализационную трубу КТ, к тройнику которой присоединяется гофра. (При желании вместо гофры можно установить внизу сливного кожуха заглушку со штуцером Ф=15 мм и сливать воду в раковину через шланг). (Если кто-то будет паять колонну из меди, делайте верхние перемычки на одном уровне, перепад высот не нужен!)
Дефлегматор и сливной кожух соединены внизу трубой с регулировочным краном и двумя штуцерами:

От верхнего штуцера вдоль дефлегматора наверх идет прозрачный шланг ПВХ — это просто уровень, показывающий, сколько воды в дефлегматоре (ее количество следует поддерживать на уровне верхней перемычки В2).
Имеются два способа регулировки потока воды через дефлегматор:
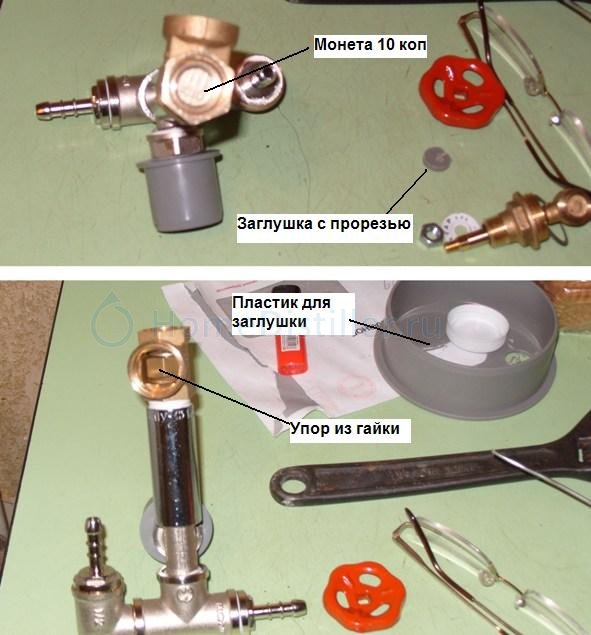
1) Регулировочным краном. (Он грубый, поэтому требует предварительной доработки, чтоб стал точным, почти как игольчатый; доработка не сложная).
2) Шлангом, присоединенным к нижнему штуцеру. Чем ниже второй конец шланга, тем больше перепад высот между дефлегматором и шлангом, тем больше давление и тем сильнее струя. Метод очень точный, добавлять/убавлять силу струи можно чуть не по капельке, проверено на макете. Второй конец шланга выведен в сливной кожух.
Можно было бы обойтись только шлангом или только краном. Но, заранее не зная, что будет лучше и удобней, я решил установить и то и другое.