Элегантный мини-писюн из нержовой заклепки. Патент, или было уже?
Nyt. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Airblaster
Студент
Moscow
39 1
Отв.1622 25 Янв. 19, 11:05
Добрый день! Боюсь, что уже не однократно обсуждали тут, поэтому заранее прошу прощения.
Заказал на ЧПУ крышку из нержи 3мм, теперь хочу вварить кламп. Подскажите методику приварки, чтобы крышку не повело. Просто по кругу варить или есть какая то техника?
Правильно ли сделал, что заказал отверстие в крышке под внутренний диаметр трубы клампа? или надо было заказывать под внешний диаметр, чтобы кламп "провалился" в крышку и обваривать его изнутри?
Заранее большое спасибо!
SergT
Доцент
Москва
1.7K 487
Отв.1623 25 Янв. 19, 11:52, через 47 мин
Airblaster, я в свою крышку из тройки вваривал кламп, вставляя его в отверстие. прихватил, выровнял, и далее по кругу с внутренней стороны обварил своим телом. мне так проще было, так как практики мало и в угол лезть не хотелось крышку вроде бы немного рихтовал после этого, круглый диск обычно восьмеркой выгинает
SedoY
Профессор
Новосибирск
5.1K 2.2K
Отв.1624 25 Янв. 19, 16:19
Airblaster, лучше чтоб провалился - при сварке греть меньше придется. приваривать стежками2\3см, с промежутком 1\3см примерно, раздели длину шва так чтобы у тебя на 3 см делилось примерно. и между первым проходом стежков и замыканием всего шва дай остыть часа три чтоб полежала. иногда получается сварить так что плоскость остается , иногда нет. с опытом все чаще получается ровно
makh
Профессор
Sаmara
2.1K 1.1K
Отв.1625 26 Янв. 19, 00:34
Секторами по 45 или 30 градусов. Лучше без присадки, меньше поведет. Вместо три часа ждать помогает компрессор, или вентилятор.
SedoY
Профессор
Новосибирск
5.1K 2.2K
Отв.1626 26 Янв. 19, 10:22
Вместо три часа ждать помогает компрессор, или вентилятор.makh, 26 Янв. 19, 00:34
оно конечно ускорит остывание, но термическая деформация все-же процесс не быстрый
SergT
Доцент
Москва
1.7K 487
Отв.1627 26 Янв. 19, 13:32
приваривал кламп к листу-двойке его завернуло несколько дней лежало и обратно не распрямилось. отрихтовал ударами в центр, упор на края
SedoY
Профессор
Новосибирск
5.1K 2.2K
Отв.1628 26 Янв. 19, 14:46
SergT, и не распрямится, металл же усел. и уседает тем больше чем медленнее сварка и выше дуга.
Добавлено через 6мин.:
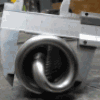
вот кружки двойка и полторашка (она правда с выпрессовкой) все нисколько не деформировались, ток сварки около 30А
WhatsApp Image 2019-01-26 at 18.47.30.jpeg Способы и оборудование для сварки нержавейки. Материалы и инструменты.
svarnoy
Профессор
Жуковский.
8.6K 4.4K
Отв.1629 26 Янв. 19, 17:52
все нисколько не деформировалисьSedoY, 26 Янв. 19, 14:46
Потому что варил снизу. Провари все это сверху и скрутит.
SedoY
Профессор
Новосибирск
5.1K 2.2K
Отв.1630 26 Янв. 19, 18:04, через 13 мин
Провари все это сверху и скрутит.svarnoy, 26 Янв. 19, 17:52
когда понадобится чтоб скрутило - обязательно)))))
Maik2407
Профессор
Новосиб
3.4K 544
Отв.1631 26 Янв. 19, 18:05, через 1 мин
Интересно...а она знает где у ней верх а где низ?
svarnoy
Профессор
Жуковский.
8.6K 4.4K
Отв.1632 26 Янв. 19, 18:12, через 8 мин
Бывает что нужно приварить именно сверху. Тогда нужно проваривать короткими швами, по 1-2 см, с противоположных сторон, с перерывом на полное остывание детали. Собрали детали, прихватили, проварили 1 -2 см, перевернули деталь, на противоположной стороне проварили 1-2 см, ждем пока остынет. Остыло, повторяем. Так можно уменьшить деформацию. Чем тоньше лист, тем короче шовчки. Уверен это уже было сто раз, так как это преподается, но так, напомнить.
Добавлено через 4мин.:
Интересно...а она знает где у ней верх а где низ?Maik2407, 26 Янв. 19, 18:05
Метал при сварке переходит из жидкого состояния в твердое, уменьшается в обьеме, стягивает и деформирует детали. Чем больше площадь, тем больше стягивает и деформирует. Если варить сверху площадь больше и вектор стягивания "лучше" для деформации.
Maik2407
Профессор
Новосиб
3.4K 544
Отв.1633 26 Янв. 19, 18:24, через 13 мин
Забавно про вектор и площадь..
makh
Профессор
Sаmara
2.1K 1.1K
Отв.1634 26 Янв. 19, 18:54, через 30 мин
переходит из жидкого состояния в твердое, уменьшается в обьеме, стягивает и деформируетsvarnoy, 26 Янв. 19, 18:12
Сперва жидкий металл поверхностным натяжением и другими факторами формирует шов -- разливается в ванне куда затечет, и принимает форму. А потом уже начинает охлаждаться и тянуть. Что как бы намекает на необходимость плавить минимальное количество металла. И заставляет стремиться к максимальной точности мехобработки. И коструктив придумывать так, чтоб все варилось без присадки, насколько это возможно.
svarnoy
Профессор
Жуковский.
8.6K 4.4K
Отв.1635 26 Янв. 19, 19:37, через 44 мин
необходимость плавить минимальное количество металла. И заставляет стремиться к максимальной точности мехобработкиmakh, 26 Янв. 19, 18:54
Именно так. Если хотим минимизировать деформации. если все ж нужно варить что есть, то мелкими компенсационными шовчиками.
Airblaster
Студент
Moscow
39 1
Отв.1636 28 Янв. 19, 11:32
Спасибо за советы. Но у меня уже вырезана крышка, что кламп не проваливается в крышку. Снизу обварить точно не удастся. Поэтому буду варить по 2-3 см с интервалом до остывания.
сибиряк 38
Специалист
черемхово
114 26
Отв.1637 28 Янв. 19, 11:41, через 10 мин
Но у меня уже вырезана крышкаAirblaster, 28 Янв. 19, 11:32
немного поработать напильником.
крис
Кандидат наук
Саратовская обл.
324 27
Отв.1638 28 Янв. 19, 18:59
Так-то да, без присадки, когда возможно, и легче и красивее. Только качество шва теряется. Или в нашем деле такого качества достаточно?
SedoY
Профессор
Новосибирск
5.1K 2.2K
Отв.1639 28 Янв. 19, 20:04
Только качество шва теряетсякрис, 28 Янв. 19, 18:59
качество работы в общем нужно рассматривать. погнутая крышка со 100% проваром и болемене ровная крышка с 30-40% проваром (тройка , если память не изменяет) и то и другое будет герметичным и имеющим необходимую для условий применения прочность. выбери что тебе будет потребнее.
Добавлено через 3мин.:
Krishkakonysliykstail2. Способы и оборудование для сварки нержавейки. Материалы и инструменты. тут надо провар, чтоб было что шлифовать (1.5мм толщина металла) - ради красоты шлифовать. но оно жесткое конструктивно, и напильником просто лениво орудовать расшарошивая отверстие, мне проще заварить и потом ушм шлифануть внутреннюю часть ибо наружную неудобно))) а вот когда конструкция из 2мм - то просто внутренний шов и все на этом (на картинке)






 Отв.1631 26 Янв. 19, 18:05, через 1 мин
Отв.1631 26 Янв. 19, 18:05, через 1 мин