
Практикам кратко напомню, о чем вообще речь.
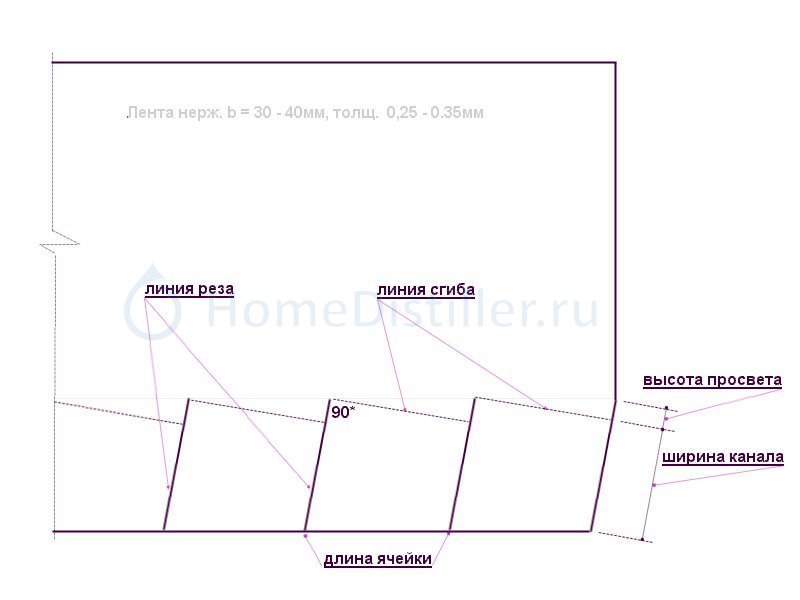
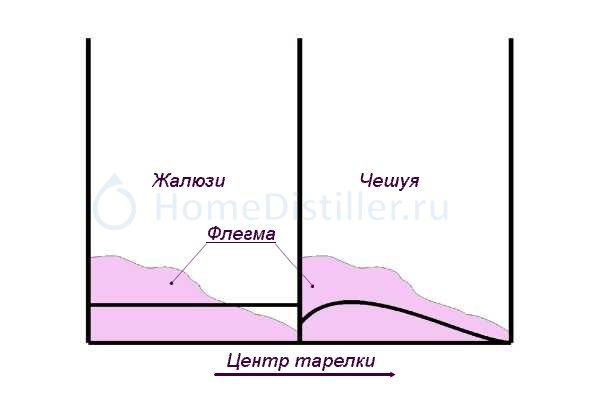
Струйные тарелки по показателям не на самом последнем месте, т.к. в отличии от барботажных (колпачковых, ситчатых, клапанных и т.д.) на которых флегма является сплошной фазой, а пар - дисперсной, на струйных все наоборот - дисперсной фазой является флегма, взвешенная в виде капель и струй в сплошном потоке пара. А если они еще, как правило, и прямоточные, т.е. с однонаправленным движением флегмы и пара, совсем хорошо - направляя пар в нужную сторону ( а не туда, куда он сам хочет, как в барботажных) туда же заставляем двигаться и флегму. А максимально увеличив ее путь на одной тарелке, например пустив по спирали в одном уровне, стремимся к нашей мечте - достижению фазового равновесия и увеличению кпд отдельно взятой спирально-струйной тарелки.
Потенциальные пользователи НБК (надеюсь сам скоро стану таким), во всем вышесказанном могут слово - "флегма", заменить на - "бражка".
Хотел описать весь процесс изготовления колонны, потом подумал - у каждого свои тараканы в голове и они сильно зависят от размера кухни, ну или летней пристройки на даче, поэтому речь пока будет идти только о конструкции тарелок, а если кто-то захочет повторить, подгонит все под свои запросы и возможности.
Ну и конечно о +++++++ах и --ах.
Минусов, на мой взгляд, два.
1. Сложность, я бы сказал не сложность, а нудность изготовления (это конечно не горсть керамзита в трубку из под сгоревшей люминесцентной лампы насыпать).
2. Пайка в процессе изготовления тарелки, т.е. наличие припоя внутри колонны при эксплуатации. Я делаю так - паяю все ПОС-61, верхние тарелки ПОС-90. И до сих пор не уверен, что свинец из припоя вымывается и с паром поступает в конечный продукт. Ну а приверженцы высокотемпературной пайки удалят этот минус на раз-два.
Если начать перечислять плюсы, зависнем надолго.
Из основных:
1. Практически полная нечуствительность к нагрузкам по пару и жидкости. Подачу энергии в колонну можно менять на порядок ( ну хорошо, хорошо - в 7 - 8 раз), меняя производительность в этих же пределах, без изменения качества продукта.
2. Малая высота тарелки и межтарельчатого расстояния, что позволяет сделать колонну нужной высоты (у меня 1,4м.) при любой, желаемой производительности.
3. Высокий кпд, за счет длительного нахождения флегмы в одном уровне и плотном контакте с паром.
4...5...6...
7. А еще, если колонне с такими тарелками дать имя, она по ночам иногда будет кричать "Хвосты! хвосты пошли!"

Сегодня, завтра, если ничего не помешает, сделаю пару тарелок и подробно опишу весь процесс изготовления.
А пока несколько фоток, чтоб не скучно было.
Все, что нужно для начала





















 ) 25-30 минут.
) 25-30 минут.
