В этом разделе предлагается рассматривать домашнее пивное оборудование объёмами от 250 литров и выше.
Даже при объёмах в 1000-2000 литров домашнее пивоваренное оборудование по множеству характеристик, приёмам решения тех или иных задач может отличаться ( и отличается) от промышленного. Причём не в худшую или лучшую сторону, а просто отличается. Потому что перед промышленными изготовителями пивного напитка и домашними пивоварами стоят разные задачи, плюс они располагают разными финансовыми и, как следствие, техническими возможностями.
Парадокс современного мира состоит в том, что располагая, в сравнении с промышленными монстрами, ничтожнейшими финансовыми возможностями, домашние пивовары в большинстве своём варят вкусное настоящее пиво. А промышленные монстры, опять-таки, в большинстве своём - производят удивительную жидкость под названием "пивной напиток".
Ладно, от лирики перейду к существу вопроса.
Первый вопрос - материалы, из которых делаем домашнее пивоваренное оборудование ёмкостью 250 - 2000 литров. Варочник, заторник-фильтровальник и бродильники на сегодняшний день проще, реальнее и дешевле сделать из нержавеющей стали. И тут необходимо рассмотреть традиционный миф о "пищевой нержавейке".
Если вы не поленитесь и найдёте поисковиком химический состав основного ассортимента нержавеющих сталей, то обнаружите, что качественный элементный состав у них почти одинаков. Отличается количественный состав. Т.е. любая массовая нержавейка в аспекте выделения ядов в нежный организм пивовара и пиволюба на самом деле является пищевой. Те или иные марки стали, допущенные для применения в пищевой промышленности, были отобраны по ряду характеристик. И эти характеристики никак не связаны с выделением или НЕ выделением нерж. сталью ядов. Основная характеристика - это поведение швов после сварки стали. Прямое следствие из этого - устойчивость швов к последующему регулярному мытью оборудования (чаще всего ещё и под давлением!) агрессивными моюще-дезинфицирующими средствами. Но в домашнем пивоварении, даже при регулярной варке пива в объёме 1000-2000 литров, и сталь с умеренными антикоррозионными свойствами прослужит верой и правдой практически вечно.
Теперь посмотрим, собственно, на любимые "пищевые" стали 304 и 316.
Основу устойчивости 304 составляют введённые в неё в огромном количестве хром и никель: 18 % Cr и 8 % Ni. Из значимого в ней ещё 2% марганца. 316-я сталь при тех же количествах хрома и никеля сделана ещё несколько более устойчивой за счёт молибдена в количестве 2%. Запоминаем: хром, никель, марганец, молибден. (К слову сказать, сами по себе, абстрактно, - вполне ядовитые вещества).
Значительно более дешёвым аналогом для домашнего пивовара, но нисколько не уступающим по срокам службы и качеству послужит 201 сталь. Её удешевление достигнуто за счёт незначительного уменьшения количества хрома (14-16%) и существенного уменьшения никеля - до 1-1,5%. Но антикороззионные свойства в достаточной мере сохранены за счёт введения "дешёвого" марганца - до 8-10%. Молибден отсутствует.
Я привёл всю эту скучную перепись процентов просто для того, чтобы наглядно ещё раз пояснить: любая из этих сталей является пищевой в плане того, что она НЕ выделяет ядов. А применение в той или иной узкой отрасли пищевой промышленности вызвано в основной мере коррозионной устойчивостью швов.
Сталь AISI 201 сертифицирована в России для изготовления кухонной посуды. Но при этом она стоит существенно дешевле. И применение её домашним пивоваром для изготовления больших ёмкостей более чем оправданно.
И в завершение этого увлекательного обзора :)
Практическое использование ёмкостей из 201 стали в течение 5 (пяти - правка от 15.06.2014) лет показало, что двести первая прекрасно справляется с возложенными на неё задачами. Большинство бродильников объёмом 250 л были непрерывно заняты пивом (умеренно агрессивная кислая среда). Различные танки из 201 регулярно обрабатываются антинакипином (выраженно агрессивная среда), а в самом начале эксплуатации, редко - смесью щёлочи с хлоркой (крайне агрессивный раствор). В дальнейшем от мытья щёлочью с хлоркой я отказался по причине того, что обработка паром - намного эффективнее и даёт 100% гарантию, в отличие от любой химии.
Но наиболее ярким примером успешности использования 201-й нержавеющей стали служит работа перегонного винокуренного куба. За 3 года общего использования - суммарно в течение полутора лет ежедневно, круглосуточно в нём кипела брага из зерновых или яблок (умеренно агрессивная среда). Температура близкая к 100 градусам, давление 0.1 атм (ерунда, конечно, но - давление, воздействие растяжения на швы) - никакого намёка на повреждения или износ.
Экономически все эти рассуждения укладываются в такую схему: условный комплект ёмкостей по 250 л для полного цикла приготовления пива из 201 стали выйдет в 110 000 руб, из 304 в 175 000 рублей, а из 316 - 345 000 руб.
Если в таких "как бы домашних", но круглосуточных условиях эксплуатации - износа оборудования не намечается, то экономия в 65 т.р. довольно существенна. Особенно на начальном этапе.
Конструктивные особенности пивоваренного оборудования больших объёмов.
victorchik
Академик
Москва
2.6K 10.2K

04 Марта 13, 00:08
victorchik
Академик
Москва
2.6K 10.2K
Отв.1 04 Марта 13, 00:09 (через 1 мин)
Следующий миф, который необходимо развеять - толщина стенок оборудования.
Многие будут удивлены, узнав о том, что домашнее пивоваренное оборудование объёмом от 250 до 2000 (двух тысяч) литров легко изготавливается, транспортируется и прекрасно работает годами - имея толщину стенок всего 1 (один) мм.Такая толщина стенок предполагает определённые конструктивные особенности и не более того. Зато оборудование получается очень лёгкое, что очень важно при его транспортировке, монтаже на месте и периодической мойке помещений и самого оборудования.
Хотя название подраздела начинается со слов "более 50 литров", не интересно рассмотрение особенностей конструкции объёмом даже в 125 литров. Потому что никаких особенностей ни в конструкции, ни в эксплуатации там нет. Не смотря на широко внедряемые байки про лёгкость варки 20 (двадцати) литров пива - на самом деле варки в таких малых объёмах приводят к огромному объёму физического труда, куче грязи и длительному убийству времени. Если же вы собрались варить объём от 100 литров, вы поневоле будете вынуждены спланировать, спроектировать и организовать всё так, чтобы варка пива проходила лёгко, быстро и доставляла удовольствие.
Пробегусь кратко: варочник объёмом 125 литров - это кубик 500х500х500 мм. Он удобно ставится на обычную 4-х конфорочную газовую плиту и вполне сносно там кипит. Но гораздо удобнее варку проводить электричеством. Собственно для самой варки вполне достаточно тэна 2 кВт (при условии хорошей теплоизоляции бака). И ещё желателен разгонный тэн в 2 кВт, который можно будет отключить после закипания.
Чтобы бак сохранял пространственную жёсткость, он должен по верхнему краю иметь отбортовку 15 мм:

Охлаждение варочника 125 л погружным холодильником - уже на пределе рациональности. Если летом температура воды в водопроводе +15+17, то даже при активном помешивании сусла дождаться охлаждения его до 20 град - развлекуха ещё та, может занять пару-тройку часов влёгкую. Противоточный холодильник тут более предпочтителен. Но он потребует или высокой компоновки всего оборудования, или использования насоса. Схематично "высокая компоновка" будет выглядеть так:
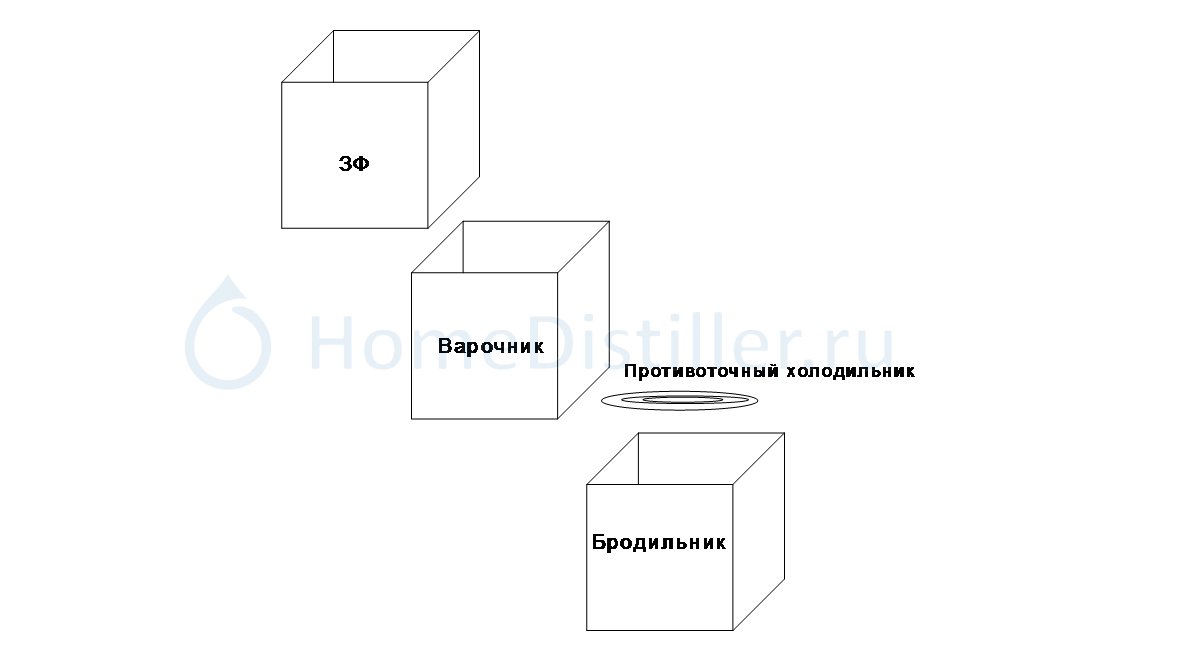
С учётом того, что высота бака 50 см, общая высота "композиции" приближается к нереальным 175 см. Залезть под потолок, чтобы залить в сумме 150 литров воды и засыпать 20 кг солода - сомнительное удовольствие.
Гораздо практичнее вариант с насосом и тэнами в варочнике:

Такая схема позволяет расположить варочник и бродильник линейно. Хотя при наличии насоса их взаимное расположение - не важно.
Некоторые из коллег предлагают перемещать сусло вёдрами - это вполне возможно и сколько-нибудь существенно не повлияет на качество пива. Но при незначительной стоимости насоса к общей стоимости оборудования я лично считаю это несуразной экономией.
Дальше хотелось бы свернуть рассуждения о 125-литровых кубиках. Ну вскользь можно упомянуть о том, что многие домашние пивовары их делают входящими "друг в друга", что эти кубики легко катаются, будучи полными сусла, на крохотной тележке в чулан или на балкон и т.д.
По габаритам 125-ти литровый кубик сравним со столь любимым кегом на 50 литров. Основные кеги имеют диаметры 381 и 408 мм, если вписать их в кубик с площадью проекции по полу 500х500, выяснится, что кеги места займут не меньше кубика, а высота у них соответственно 530 и 600 мм, у кубика же - 500 мм. Если же вписать в кубик кастрюлю на 50 литров, то при обычном диаметре в 430 мм она ещё имеет выступающие на 50 мм ручки, и в площади проекции на пол занимает больше 125-ти литрового кубика. Вот рисунок в пропорциях с вписанными в куб 500х500 кегами 381 и 408 мм:

Кубик 125 литров из нержи 1 мм ( а больше и не надо!) весит 8 кг, а кег на 50 литров весит 9,5 кг. И если куб 500х500х500 встаёт на газовую плиту аккуратненько, то кег встаёт на две конфорки по принципу ни два ни полтора.
Вообщем, сплошная несуразица...
Интереснее рассмотреть конструкции бОльших объёмов.
victorchik
Академик
Москва
2.6K 10.2K
Отв.2 04 Марта 13, 00:10 (через 1 мин)
Резерв
victorchik
Академик
Москва
2.6K 10.2K
Отв.3 06 Марта 13, 00:52
Резерв.
сообщение удалено
ALBU72
Научный сотрудник
Зеленогорск 24 регион
2.4K 1.4K

Отв.4 06 Марта 13, 17:02
Неделю назад довелось варить пиво на минипивоварне. Оборудование словацкое, тонный варочный порядок.
Впечатления:
- физический труд хоть и сведен к минимуму, но мешки тягать все равно приходится. Загрузка солода в мельницу, загрузка помолотого солода в варочник, выгрузка дробины, лопатить комки солода в варочнике, рыхлить фильтрующий слой, мойка полов и оборудования;
- оборудование состоит из заторника-варочника и фильтровальника + бойлер. После осахаривания затор перекачивается в фильтровальник (30 минут), ожидание формирования фильтрующего слоя (20 минут), фильтрация с промывкой (3 часа !!!). Возврат мутного сусла автоматизирован. Сусло сливается в ванну, по датчику уровня включается насос и в зависимости от положения вентилей или в варочник или назад в фильтровальник. Фильтр-система типа "фальшдно", дырок катастрофически мало, фильтрация тоскливая. Посоветовали еще насверлить;
- За дробиной, по звонку, приезжают производители сала. Оставлять нельзя, скиснет и все провоняет, в каналью в таких объемах видимо не рискуют;
- Пока формируется слой и фильтруется мутное сусло моется заторник для варки. Нагрев тэнами. Мох обязательно, чтобы брух хорошо осел и не позасирал потом все на своем пути до бродильника. По этой же причине после кипа дают время бруху осесть;
- Охлаждение пластинчатым охладителем и перекачка в бродильник насосом. Как назло, именно на нашей варке, насос начал глючить, отключался (видимо по защите) отдыхал минут пять и только потом его можно было включить. Других вариантов перекачать сусло не предусмотрено. Перекачка заняла часа 2,5.
- Варка 750 литров в нашем случае заняла 13 часов. Обычно у них проходит быстрее, часов 10. Но для нас много рассказывали и объясняли + глюки насоса. Время посидеть, поговорить, да подегустировать тоже было.
- Очень порадовали сотрудники, девушка-технолог и парень-пивовар своим любовным отношением к работе и пиву. Окончили Красноярский аграрный универ по специальности "Технология бродильных производств". Хотят для экспериментов с рецептами делать микроварки, литров на 20. Но у них свои проблемы, знают как сварить тонну, но не знают как сварить 20л. Обменялись опытом.
Разрешили снимать на видео и выложить в сеть. Как подготовлю, выложу.
Впечатления:
- физический труд хоть и сведен к минимуму, но мешки тягать все равно приходится. Загрузка солода в мельницу, загрузка помолотого солода в варочник, выгрузка дробины, лопатить комки солода в варочнике, рыхлить фильтрующий слой, мойка полов и оборудования;
- оборудование состоит из заторника-варочника и фильтровальника + бойлер. После осахаривания затор перекачивается в фильтровальник (30 минут), ожидание формирования фильтрующего слоя (20 минут), фильтрация с промывкой (3 часа !!!). Возврат мутного сусла автоматизирован. Сусло сливается в ванну, по датчику уровня включается насос и в зависимости от положения вентилей или в варочник или назад в фильтровальник. Фильтр-система типа "фальшдно", дырок катастрофически мало, фильтрация тоскливая. Посоветовали еще насверлить;
- За дробиной, по звонку, приезжают производители сала. Оставлять нельзя, скиснет и все провоняет, в каналью в таких объемах видимо не рискуют;
- Пока формируется слой и фильтруется мутное сусло моется заторник для варки. Нагрев тэнами. Мох обязательно, чтобы брух хорошо осел и не позасирал потом все на своем пути до бродильника. По этой же причине после кипа дают время бруху осесть;
- Охлаждение пластинчатым охладителем и перекачка в бродильник насосом. Как назло, именно на нашей варке, насос начал глючить, отключался (видимо по защите) отдыхал минут пять и только потом его можно было включить. Других вариантов перекачать сусло не предусмотрено. Перекачка заняла часа 2,5.
- Варка 750 литров в нашем случае заняла 13 часов. Обычно у них проходит быстрее, часов 10. Но для нас много рассказывали и объясняли + глюки насоса. Время посидеть, поговорить, да подегустировать тоже было.
- Очень порадовали сотрудники, девушка-технолог и парень-пивовар своим любовным отношением к работе и пиву. Окончили Красноярский аграрный универ по специальности "Технология бродильных производств". Хотят для экспериментов с рецептами делать микроварки, литров на 20. Но у них свои проблемы, знают как сварить тонну, но не знают как сварить 20л. Обменялись опытом.
Разрешили снимать на видео и выложить в сеть. Как подготовлю, выложу.
victorchik
Академик
Москва
2.6K 10.2K
Отв.5 06 Марта 13, 23:16
лопатить комки солода в варочнике, рыхлить фильтрующий слой, мойка полов и оборудования;ALBU72, 06 Марта 13, 17:02Если оборудование для ресторанной пивоварни - комки солода в варочнике должна лопатить мешалка
 Разве её там нет?...
Разве её там нет?...Рыхлить фильтрующий слой должны ножи, они же потом поворачиваются - и тогда выгребают дробину из фильтровальника. Тоже нет?
За полы и оборудование - работодатели, как обычно, экономят не на том.
Rust
Научный сотрудник
там где мне хорошо
2.2K 1.2K

Отв.6 06 Марта 13, 23:24 (через 9 мин)
victorchik, мой опыт использования дешевой нержи: если варить регулярно, то коррозия совсем не заметна(наверное в пиве и химии растворяется). А вот стоит емкость поставить пустую в погреб или на улицу, то на 201 нержи(и даже на плохо-обработанных швах 304) начинают вылазить рыжики. Если мы говорим не о коммерческом использовании, а вроде разговор о варке пива для себя, только в нормальных объемах, то я не вижу смысла экономить 2-3 тыс рублей на каждой листе метала(т.е. емкости на 200-250 литров). И Даже китайскую нержу 304 не рекомендую использовать: лучше заплатить еще 1 тыс рублей и получить нержавейку, а не покрытую рыжиками емкость 
ALBU72
Научный сотрудник
Зеленогорск 24 регион
2.4K 1.4K
Отв.7 07 Марта 13, 16:20
комки солода в варочнике должна лопатить мешалка Разве её там нет?victorchik, 06 Марта 13, 23:16Она там есть. На первых ста килограммах нормально справляется. А следующие партии солода оказываются выше лопастей мешалки и они его не промешивают. Но это зависит от режима затирания и количества первоначально залитой воды. Если воды будет меньше, то всё ОК.
Рыхлить фильтрующий слой должны ножи, они же потом поворачиваются - и тогда выгребают дробину из фильтровальника. Тоже нет?victorchik, 06 Марта 13, 23:16В фильтровальнике ножей нет. Только лопатой, которая в виде тяпки. Для выгребания дробины есть люк.
За полы и оборудование - работодатели, как обычно, экономят не на том.victorchik, 06 Марта 13, 23:16Мытьё и дезинфекция оборудования обязанности пивовара, как и мытьё пола из шланга, убрать после себя большую грязь. А так уборщица приходит.
большой
Доцент
Москва
1.9K 689

Отв.9 08 Марта 13, 14:23
на 201 нержи(и даже на плохо-обработанных швах 304) начинают вылазить рыжикиRust, 06 Марта 13, 23:24А если швы Хорошенько зачистить и облудить?
Rust
Научный сотрудник
там где мне хорошо
2.2K 1.2K
Отв.10 08 Марта 13, 17:27
большой, швы надо обязательно обрабатывать травильной пастой, иначе даже 316 нержавейка может начать ржаветь в местах сварки
Владимир55
Научный сотрудник
Новосибирск
6K 2.8K
Отв.11 08 Марта 13, 18:46
А вот интересно почему все промышленные установки (речь о варочных порядках 500-2000 литров) не фильтруют напрямую из заторника, а перекачивают в отдельный фильтровальник?
victorchik
Академик
Москва
2.6K 10.2K
Отв.12 08 Марта 13, 21:07
швы надо обязательно обрабатывать травильной пастой, иначе даже 316 нержавейка может начать ржаветь в местах сваркиRust, 08 Марта 13, 17:27Рустам, у меня ни одного шва не обработано (даже в голову не пришло б, что это нужно) - отсутствие ржавчины изнутри можно мотивировать тем, что брага съедает ржу, или химия, но снаружи-то блестят три года в сырых помещениях. Народа у меня было из форумчан - человек 100, соврать не дадут.
ALBU72
Научный сотрудник
Зеленогорск 24 регион
2.4K 1.4K
Отв.13 08 Марта 13, 22:10
А вот интересно почему все промышленные установки (речь о варочных порядках 500-2000 литров) не фильтруют напрямую из заторника, а перекачивают в отдельный фильтровальник?Владимир55, 08 Марта 13, 18:46В заторнике-варочнике нижнюю треть объема занимают тэны и мешалка + датчик температуры. Если туда еще установить фильтр-систему, то выгребание дробины будет веселым приключением.
victorchik
Академик
Москва
2.6K 10.2K
Отв.14 09 Марта 13, 12:08
ALBU72, Саш, в полностью укомплектованных фильтр-чанах ножи, разрезающие дробину при фильтрации, после фильтрации переключаются в другое положение и выбрасывают её через люк сами, без выгребания пивоваром. Нагрев заторно-сусловарочного котла может быть и рубашкой или прямым нагревом, а не только тэнами, но не суть.
А Володя вопрос задал, ответ на который имеет корни во множестве различных отраслей: машиностроения, экономики и истории, так с кондачка и не ответишь
Я бы начал отвечать с исторического аспекта этого вопроса.
Подавляющее количество пива ранее производилось в пивоваренках, которые сейчас классифицируются как "ресторанные пивоварни" и "минипивзаводы". Оборудование для приготовления пива пивовары проектировали самостоятельно, а зачастую половину изготавливали сами. Вторую половину оборудования отдавали в ближайшие мастерские. Потом появились компании, изготавливающие это оборудование комплексно, но находились эти компании в живой обратной связи с пивоварами и их потребностями. Рост промышленности по всему миру привёл к уменьшению малых пивоваров и увеличеннию крупных пивных заводов.
Потом первая мировая война, вторая мировая война, третья мировая война, полная победа транснациональных корпораций, максимальное укрупнение производства и оптимизация расходов.
В результате: преемственность малого пивоварения утрачена.
Накопленный опыт и знания - стёрты в прах.
Оборудование для малых пивоварен производится по образу и подобию промышленного. Производство оборудования отдано на откуп узкоспециализированным заводам, понятия не имеющим, как это оборудование работает в пивоваренных схемах "больших" и "малых" пивоваров.
Опять-таки, в результате: стоимость оборудования для малых пивоварен составляет астрономические суммы.
Само по себе оборудование оснащается множеством функций, которые в малом пивоварении совершенно не нужны.
Закупают оборудование для малого пивоварения люди, понятие не имеющие о пивоварении. После покупки оборудования приглашают работать на него технологов, обучавшихся в институтах способам промышленного производства пива. Замкнутый круг становится всё замкнутее и порочнее.
Экономический и машиностроительный аспект этого вопроса связаны друг с другом:
Проходить по паузам доливом кипятка в промышленности дорого и неудобно. А затирать в заторно-фильтровальном чане с прохождением по паузам - значит делать его с подогревом, что есть - существенное удорожание. Поэтому затирают сусло в заторно-сусловарочном котле (имеющем нагрев) и перекачивают в утеплённый, но не имеющий нагрева фильтровальник. А из фильтровальника сливают (качают) отфильтрованное сусло в заторно-сусловарочный и там варят его.
А Володя вопрос задал, ответ на который имеет корни во множестве различных отраслей: машиностроения, экономики и истории, так с кондачка и не ответишь
Я бы начал отвечать с исторического аспекта этого вопроса.
Подавляющее количество пива ранее производилось в пивоваренках, которые сейчас классифицируются как "ресторанные пивоварни" и "минипивзаводы". Оборудование для приготовления пива пивовары проектировали самостоятельно, а зачастую половину изготавливали сами. Вторую половину оборудования отдавали в ближайшие мастерские. Потом появились компании, изготавливающие это оборудование комплексно, но находились эти компании в живой обратной связи с пивоварами и их потребностями. Рост промышленности по всему миру привёл к уменьшению малых пивоваров и увеличеннию крупных пивных заводов.
Потом первая мировая война, вторая мировая война, третья мировая война, полная победа транснациональных корпораций, максимальное укрупнение производства и оптимизация расходов.
В результате: преемственность малого пивоварения утрачена.
Накопленный опыт и знания - стёрты в прах.
Оборудование для малых пивоварен производится по образу и подобию промышленного. Производство оборудования отдано на откуп узкоспециализированным заводам, понятия не имеющим, как это оборудование работает в пивоваренных схемах "больших" и "малых" пивоваров.
Опять-таки, в результате: стоимость оборудования для малых пивоварен составляет астрономические суммы.
Само по себе оборудование оснащается множеством функций, которые в малом пивоварении совершенно не нужны.
Закупают оборудование для малого пивоварения люди, понятие не имеющие о пивоварении. После покупки оборудования приглашают работать на него технологов, обучавшихся в институтах способам промышленного производства пива. Замкнутый круг становится всё замкнутее и порочнее.
Экономический и машиностроительный аспект этого вопроса связаны друг с другом:
Проходить по паузам доливом кипятка в промышленности дорого и неудобно. А затирать в заторно-фильтровальном чане с прохождением по паузам - значит делать его с подогревом, что есть - существенное удорожание. Поэтому затирают сусло в заторно-сусловарочном котле (имеющем нагрев) и перекачивают в утеплённый, но не имеющий нагрева фильтровальник. А из фильтровальника сливают (качают) отфильтрованное сусло в заторно-сусловарочный и там варят его.
Владимир55
Научный сотрудник
Новосибирск
6K 2.8K
Отв.15 09 Марта 13, 14:35
Витя, похоже действительно перенесены основные методы построения оборудования из большойго пивоварения. При такой компоновке не понятно как делать отварки, не держать же ещё один уменьшенный варочник. Тем не менее знаю точно отварочный метод имеет место быть с такой схемой. Кстати сказать и фильтровальники бывают с паровой-водяной рубашкой.
Дрюха
Доцент
Челябинск
1.2K 519

Отв.16 09 Марта 13, 15:23 (через 49 мин)
стоимость оборудования для малых пивоварен составляет астрономические суммыvictorchik, 09 Марта 13, 12:08Лучше не скажешь! В ЗИП-сервисе мне за минизаводик с варочником 2500 литров посчитали 1.200.000 евро без стоимости доставки, монтажа и растаможки.
Dusty
Магистр
Екатеринбург
212 122

Отв.17 09 Марта 13, 16:32
варочником 2500 литров посчитали 1.200.000 евроДрюха, 09 Марта 13, 15:23Они там чё 3.14зданулись чтоли?
victorchik
Академик
Москва
2.6K 10.2K
Отв.18 09 Марта 13, 20:35
Dusty, не нервничай То же самое можно взять в "Techimpex" вообще даром, покупай и вари пиво в ресторане, всего лишь за 400 000 евро 
А у китайсев вообще даром-ся, за 250 000.
P.S. цены в любом случае бредовые, но у китайцев такое говно, я в восторге
То же самое можно взять в "Techimpex" вообще даром, покупай и вари пиво в ресторане, всего лишь за 400 000 евро А у китайсев вообще даром-ся, за 250 000.
P.S. цены в любом случае бредовые, но у китайцев такое говно, я в восторге
tixoxod-4x4
Научный сотрудник
Москва
7.2K 1.4K

Отв.19 09 Марта 13, 20:38 (через 4 мин)
Как то пугают такие цены, откуда они берутся? Что там 1000 тонн нержи и три завода год работали, или у них нормочас 500 кувейтских динаров, что доларей стоят
