Сергей, в Шатуре был кооператив "Нивелир". У них была мощная лазерная установка (оборонка вроде). Они помимо ДСП резали/выжигали им всё (прокладки головок блока цилиндров, резные шкатулочки и даже стекло при определённой частоте). Рабочий фокус луча ~0,1мм. Вроде с автокадом они работали. Цены были демократичные. Можно связаться и всё узнать. Да и торфа там набрать можно:)
OAG
Научный сотрудник
Тольятти
474 154
Отв.681 27 Мая 10, 00:59 (через 11 мин)
А может есть у кого возможность из порошка прессануть детальку? Металлурги, ау! Дальневосточник, 27 Мая 10, 00:40
Прессануть, или под высоким давлением отлить несложно. Просто оснастка и подготовка производства в крупную копеечку встанет. Думаю с нашими объёмами такой вариант отпадает. Вот если ювелира грамотного найти, то он из гипса нужную форму сделает....
сообщение удалено
Jackill
Бакалавр
Kiev
93 14
Отв.682 27 Мая 10, 14:23
Могу помочь с чертежами. Компас, Автокад - не проблема. Есть отличные выходы на лазерный раскрой. Цены будут приемлемые.
Давайте только определимся с конструктивом.
сообщение удалено
OAG
Научный сотрудник
Тольятти
474 154
Отв.683 27 Мая 10, 21:10
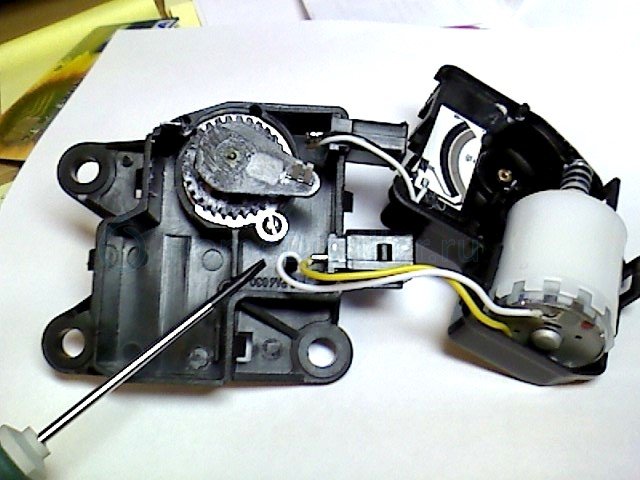
Предложение для тех, кто в проекте: От Rudy поступило предложение по доработке моторедукторов на предмет подавления довольно сильных помех от движка. Можно и без этого обойтись, но не любит он лишнего визга Сильного удорожания не будет, а "правильность" комплекта повысится. Вот схема. vrashfilter.gif Электроника для колонны. Приборы и электр(он)ика. Планируется этот фильтр установить во внутреннюю свободную полость моторедуктора. Potraxa. Электроника для колонны. Приборы и электр(он)ика. Ну и провдки подпаять к разъёмам под плату и мотредуктор. В итоге получим моторедуктор со встроенным фильтром от помех и жгутом проводов с платным разъёмом, который останется только подключить к плате. Если не против, то молчание - знак согласия. Кому не надо, пишите мне в личку .
OAG
Научный сотрудник
Тольятти
474 154
Отв.684 27 Мая 10, 21:34 (через 24 мин)
Могу помочь с чертежами. Компас, Автокад - не проблема. Есть отличные выходы на лазерный раскрой. Цены будут приемлемые.
Давайте только определимся с конструктивом. Jackill, 27 Мая 10, 14:23
Jackill, VOVA-M и Rudy единственные кто практически попробовали в работе эксцентрики. На них вся надежда. VOVA-M сейчас тестирует разный диаметр пережимной трубки. Как закончит, поделится достижениям. Здесь обсудим и утвердим геометрию эксцентрика. После останется сделать чертёж и найти исполнителя заказа.
Оргстекло не получится прочно закрепить на валу стопорным винтом. У вала есть небольшая конусность. Чуть пережал, резьбы нет
VOVA-M
Научный сотрудник
г.Сочи
1.2K 397
Отв.685 27 Мая 10, 21:36 (через 3 мин)
Эти дросселя и конденсаторы очень маленькие, их можно припаять прямо к выводам мотора, там места должно хватить, эффективность фильтра повыситься
VOVA-M
Научный сотрудник
г.Сочи
1.2K 397
Отв.686 27 Мая 10, 21:41 (через 5 мин)
Оргстекло не получится прочно закрепить на валу стопорным винтомOAG, 27 Мая 10, 22:34
Конусность - не так страшно, можно в валу, в нужном месте, сделать углубление для винта. Тогда можно сильно не зажимать, и центровка будет обеспечена
VOVA-M
Научный сотрудник
г.Сочи
1.2K 397
Отв.687 27 Мая 10, 21:55 (через 15 мин)
Форма эксцентрика уже готова Провожу последние испытания Но, как всегда, в отпуске, дефицит времени больше Надеюсь к выходным закончить
Rudy
Академик
Питер
5.8K 1K
Отв.688 27 Мая 10, 23:43
Конусность - не так страшно, можно в валу, в нужном месте, сделать углубление для винта.VOVA-M, 27 Мая 10, 21:41
Я именно так и сделал. А для компенсации конусности можно наклеить на вал (с одной стороны эксцентрика) полоску тонкой алюминиевой фольги.
VOVA-M, к тебе будет большая просьба. Мы тут как раз обсуждали конкретную конструкцию пережималки и форму эксцентрика. Возник один вопрос - какой нужен реальный ход пережималки если пережимать трубку деталью шириной порядка 5 мм (вдоль трубки, плоскость со скругленными краями) - параллельной той поверхности, на которой лежит трубка. У тебя вроде все налажено, если несложно, проведи такие измерения на своей трубке с микрометром или штангенциркулем (в твоей конструкции пережималка не параллельна этой плоскости - угол изменяется). Тогда можно будет точно рассчитать нужную форму эксцентрика и растянуть зону плавной регулировки градусов на 60, вместо твоих 12.
VOVA-M
Научный сотрудник
г.Сочи
1.2K 397
Отв.689 28 Мая 10, 02:35
Извини, Rudy, очень поздно заметил твой вопрос У меня получается, что ход должен быть чуть больше чем внутренний диаметр трубки Мерял трубку калибром, ее диаметр 2,3мм а ход пережималки должен быть 2,5мм Мерял таким способом, если интересно: зажал трубку штангелем без особого усилия и обнулил показания
P5280226. Электроника для колонны. Приборы и электр(он)ика.
разжал до диаметра в свободном состоянии
P5280227. Электроника для колонны. Приборы и электр(он)ика.
Rudy
Академик
Питер
5.8K 1K
Отв.690 28 Мая 10, 03:06 (через 32 мин)
VOVA-M, тут немного другой вопрос - как зависит поток от расстояния между зажимными поверхностями считая от полного пережима. Самая крутая зависимость вероятно будет при разжиме на 1/4 от внутреннего диаметра, а потом зависимость потока от разжима станет очень слабой.
Ты же сам видишь - все изменение потока у тебя уложилось в 12*, если у тебя линейный эксцентрик, ход 2 мм (с учетом рычага), угол поворота 80*, то это соответствует рабочему ходу в 12/80*2 = 0.3 мм.
А весь остальной ход, от 0.3 мм до 2 мм можно сделать грубым - он нужен только для того, чтобы освободить трубку, чтобы она не сплющивалась в перерывах между ректификациями.
Но у тебя зажимные поверхности не параллельны. А хотелось бы знать зависимость потока от хода для параллельных поверхностей, с шириной пережимаемой зоны (длиной вдоль трубки) порядка 5 мм.
VOVA-M
Научный сотрудник
г.Сочи
1.2K 397
Отв.691 28 Мая 10, 03:26 (через 20 мин)
Я как раз сейчас тут вожусь с этими трубками и уже добился более приемлемых результатов Плавная регулировка происходит уже на 45-50 градусах Сейчас график нарисую и покажу
VOVA-M
Научный сотрудник
г.Сочи
1.2K 397
Отв.692 28 Мая 10, 03:49 (через 24 мин)
хотелось бы знать зависимость потока от хода для параллельных поверхностей, с шириной пережимаемой зоны (длиной вдоль трубки) порядка 5 мм.Rudy, 28 Мая 10, 04:06
Это надо поробовать микрометром зажимать трубку с определенным шагом Постараюсь завтра, если удастся вырвать часок-другой Новый график выложил тут: [сообщение #1083477]
wow
Доктор наук
Нарьян-Мар
853 401
Отв.693 28 Мая 10, 11:01
Ребята, попробуйте мою схему пережималки отв #756. Внутренняя часть подшипника клонируется очень легко и быстро при помощи формы (гипс, алюминий, пластик)и эпоксидки. Вся пережималка регулируется формой опоры которая может быть плоской, острой, магкой.. Вариантов много. Но сделав единожды текая схема очень легко повторяетя в любых объемах. Сам я сейчас это сделать не могу, работа связана с длительными командировками.
wow
Доктор наук
Нарьян-Мар
853 401
Отв.694 28 Мая 10, 12:18
Поставил аватар. Если он занят - поменяю...
SerjNSK
Научный сотрудник
Новосибирск
2.5K 945
Отв.695 28 Мая 10, 12:20 (через 2 мин)
Вроде была похожая белка у нас.
Ded Banzai
Новичок
Обнинск
1
Отв.696 29 Мая 10, 13:21
Будет ли работать такая схема: на шток редуктора одевается (с эксцентриситетом равным половине внутреннего диаметра пережимаемой трубки)ось. Диаметр оси(эксцентрика, переходника, .. назвать можно по разному) больше квадрата редуктора с шагом в 5 мм. Например 20 мм. Этот размер подбирается по внутреннему диаметру подшипника. На необходимом расстоянии от оси редуктора устанавливается опора (форма опоры может быть разной). Между подшипником и опорой пережимаемая трубка. Регулирование - перемещением, поворачаванием редуктора. wow, 20 Мая 10, 15:01
Господа! А почему бы не использовать в качестве пережималки какой-нибудь клапан типа шарового или игольчатого? Так же поставить через редуктор шаговый движок и откалибровать - и готовая пережималка...
qawerty
Магистр
казань
299 20
Отв.697 29 Мая 10, 14:50
Тут главное - точная квадратная дырка. Даже если наружная часть будет круглой. Сточить пару миллиметров до получения нужной формы уже гораздо проще. Rudy, 25 Мая 10, 16:55
Относительно квадратное отверстие, да и сам эксцентрик можно сделать на современном мех/обрабатывающем центре (ЧПУ). Сначала сверлится отверстие (например на 7,8мм), а после фрезой ~3-4мм обводка по заданному контуру (в нашем случае квадрат). Углы "квадратного" отверстия будут слегка завалены (~1,5мм на сторону).
Rudy
Академик
Питер
5.8K 1K
Отв.699 30 Мая 10, 01:47
В алюминии проще всего забить квадратный стержень, в плексе можно им же проплавить, но зачем, если есть лазерный раскрой?

 Сильного удорожания не будет, а "правильность" комплекта повысится.
Сильного удорожания не будет, а "правильность" комплекта повысится.