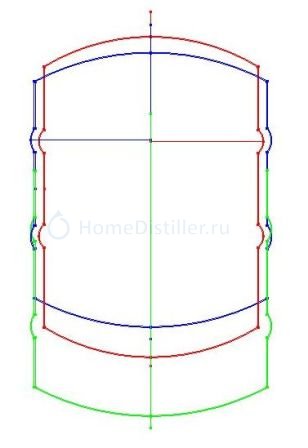
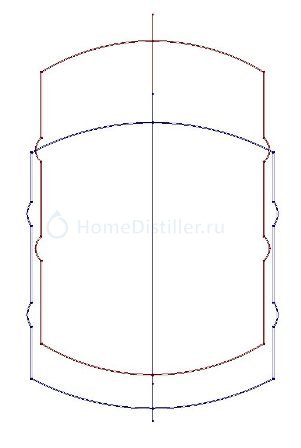
обдумываю постройку куба из кега DIN и рубашку к нему сделать из двух кегов EUROSedoY, 09 Янв. 15, 00:02
какая разница диаметров получается? идеально , что бы рубашки была 10мм (меньше - хуже конвекция, больше - увеличение паразитного объема воды в рубашке, большая инертность рубашки, доставляет, когда надо репетировать температуру затора)
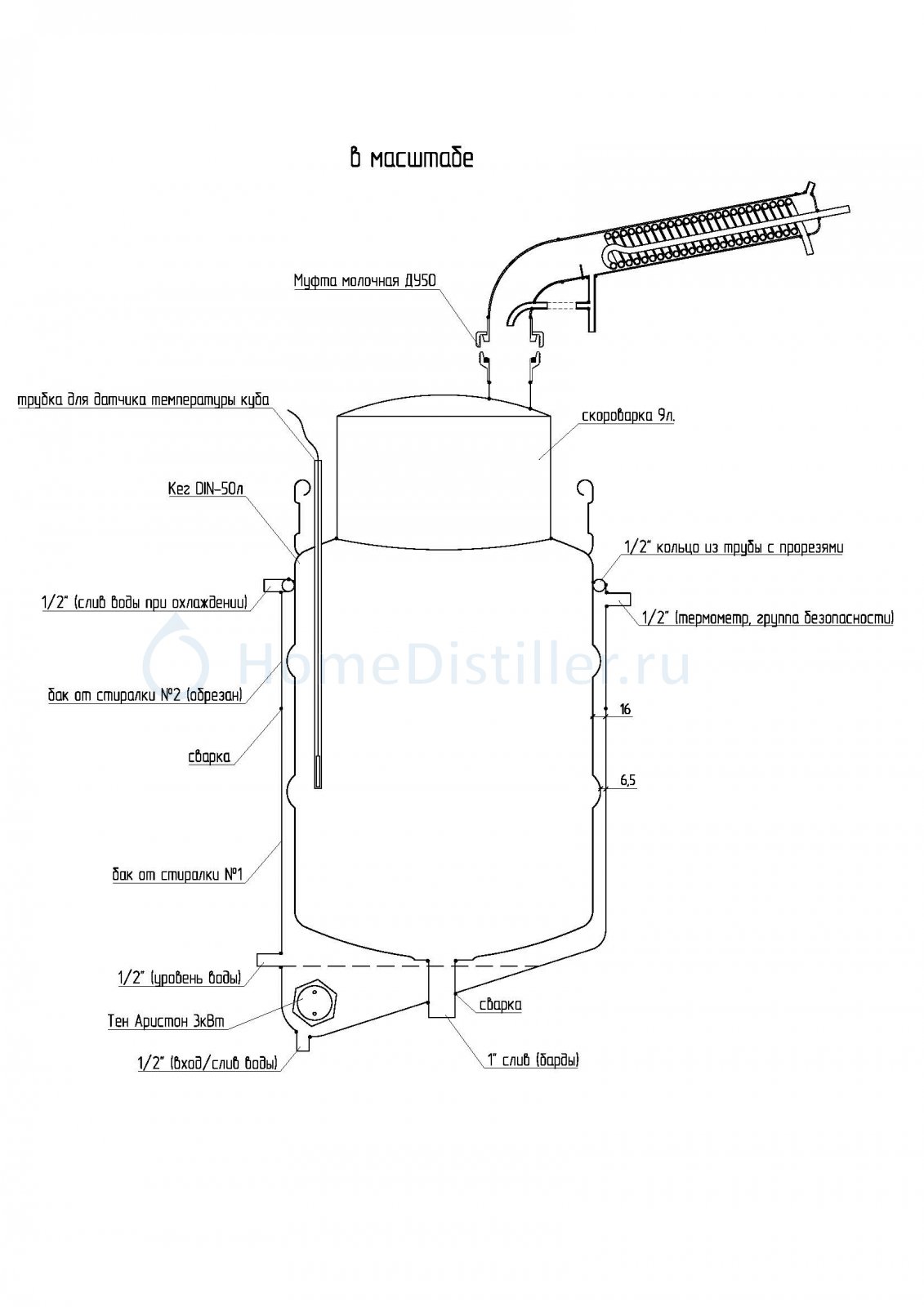
Так же нюанс, рубашку надо завершать на 2/3 высоты куба, чем выше рубашка тем больше присыхает сусло вверху. в идеале рубашка не должна быть выше уровня жидкости в кубе, тогда и присыхать не будет, а это обычно 2/3 от высоты куба, не критично, но лучше учесть этот нюанс.
Вмятины на самом деле не играют ни какой роли (в пределах разумного, по любому несколько ударов молотком превращают сиольные вмятины в вмятины в пределах разумного

, если сложно подобраться, то существуют обратные молотки, правда нужна будет и сварка ).