без должного омывания охлаждающей водой части внутренней колбы эффективность будет такая же, как и с омыванием всей доступной в рубашке внутренней поверхности внутренней колбы. и нужно только перемешивать затор, а вот ОЖ может по кратчайшему пути идти из залива в слив и все будет хорошо.SedoY, 18 Февр. 16, 18:53
Я говорю, что с напором в рубашке (должное омывание) и при эффективном перемешивании, все работает. ОЖ должна крутиться это факт, но сливаться может с одной точки. Я раньше (не в этой переписке) писал, что у меня вода заходит в рубашку по касательной - по трубке юбки ПВК. А выходит в противоположной стороне вверху рубашки. При этом патрубки (вход и выход) стоят почти на одной линии. Кроме этого колба центруется возле дна пластинками под углом, что тоже направляет поток по спирали вверх. Моя конструкция не идеальна, но работает. А сделал я ее такой потому, что не поверилbiguhhh, что особой роли закручивание снизу не играет. С другой стороны вода очень хорошо отводит тепло, что подтверждается практикой. Перемешивание мешалкой в 1,5-2 раза, а может и больше, убыстряет процесс охлаждения.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.3501 18 Февр. 16, 21:35 (через 14 мин)
POLE, я то помню, что у тебя по касательной сделано, а другие? вот и поднял пояснение и кстати мы уже обсуждали чо если по касательной - дно хуже омывается )))
POLE
Научный сотрудник
Питер
2.6K 1.2K
Отв.3502 18 Февр. 16, 21:38 (через 4 мин)
если по касательной - дно хуже омываетсяSedoY, 18 Февр. 16, 21:35
А чего хуже-то? Там вода самая холодная и дно сферическое. Все нормально крутится)))
14Znoj88
Доцент
Волгоград
1.2K 268
Отв.3503 18 Февр. 16, 22:16 (через 39 мин)
В общем тактические задачи: найти подходящую емкость для рубашки, исходя из ее размеров окончательно определиться с сечением проф трубы и обзвонить все мтелаллобазы с целью найти необходимую проф трубу толщиной 2 мм.
Семённ
Профессор
Курск
2.2K 1.5K
Отв.3504 18 Февр. 16, 23:06 (через 50 мин)
Коллеги, не могу понять, а почему не использовать поварские котлы из общепита? На Авито есть достойные предложения, все практически готово. Или я что то упустил в этой теме?
svarnoyКуратор
Жуковский.
9.7K 4.8K
Отв.3505 18 Февр. 16, 23:14 (через 9 мин)
а почему не использовать поварские котлы из общепитаСемённ, 18 Февр. 16, 23:06
svarnoy, Подскажи пожалуйста по качеству швов, прокатят ли такие швы? Продавец сказал на заводе делали бочку, вижу что аргон, но скорее всего без присадки и валик завален вроде как в ванну или это это все моя паранойя? Прикрепляю фото бокового шва снаружи и изнутри, а так же фото шва донной части.
20160219_095651.jpg Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.20160219_095714.jpg Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.20160219_095822.jpg Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.20160219_095859.jpg Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.
svarnoyКуратор
Жуковский.
9.7K 4.8K
Отв.3507 19 Февр. 16, 19:51
Подскажи пожалуйста по качеству швов14Znoj88, 19 Февр. 16, 10:06
Я не эксперт по сварке, ни чего однозначного сказать не смогу. Тут есть люди более грамотные, может что подскажут.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.3508 19 Февр. 16, 20:01 (через 11 мин)
а можно я, можно я Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.
14Znoj88, шов по виду варился высокой дугой на большой скорости - поплавили кромки метал по бокам растянуло от этого посередке шва канал видимый, провар неглубоки должно быть. у мну так получалось - не прочное соединение, я бы проварил с присадкой со 100% проплавлением на медной подложке и потом зачистка. такое вот скромное мнение. в режиме макросьемки фотки сделай выборочно с одной и с другой стороны одно и то же место, несколько мест (можно в личку), надо бы с увеличением посмотреть
Bitner
Научный сотрудник
NN
957 422
Отв.3509 19 Февр. 16, 20:02 (через 1 мин)
по качеству швов,14Znoj88, 19 Февр. 16, 10:06
Протрави, сфоткай, дальше смотреть будем. Чем и как гугл в помощь.
14Znoj88
Доцент
Волгоград
1.2K 268
Отв.3510 19 Февр. 16, 20:12 (через 11 мин)
Чем и как гугл в помощь.Bitner, 19 Февр. 16, 20:02
Чем и как - их есть у меня. Травану пастой и сфоткаю.
Добавлено через 2ч. 60мин.:
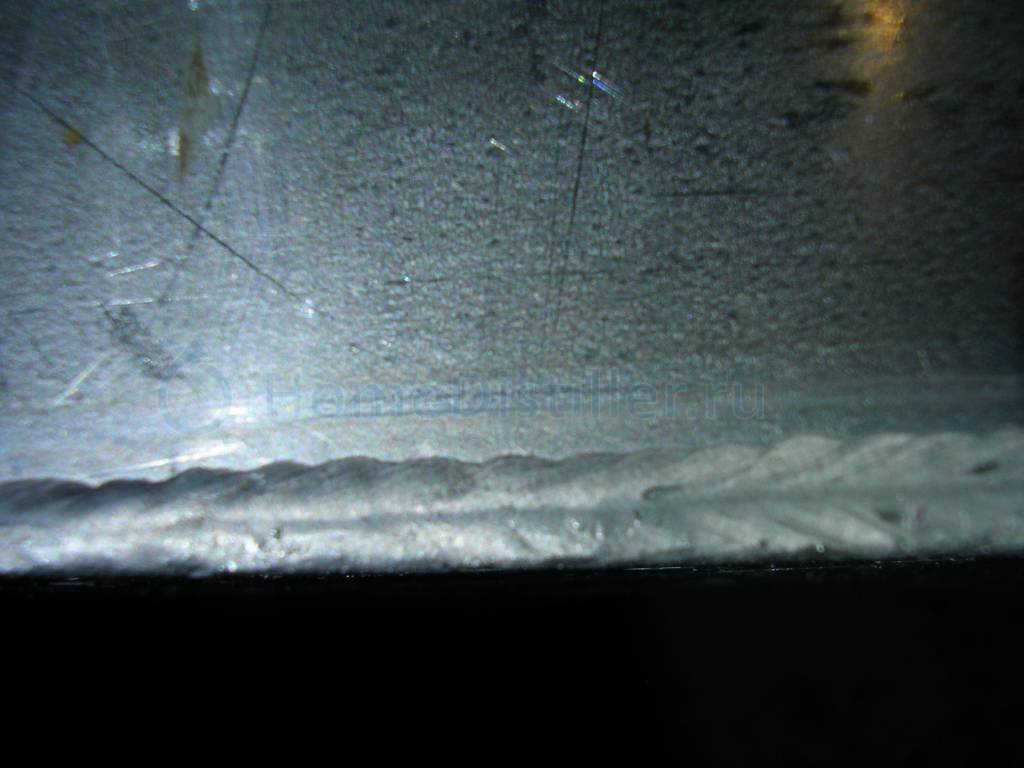
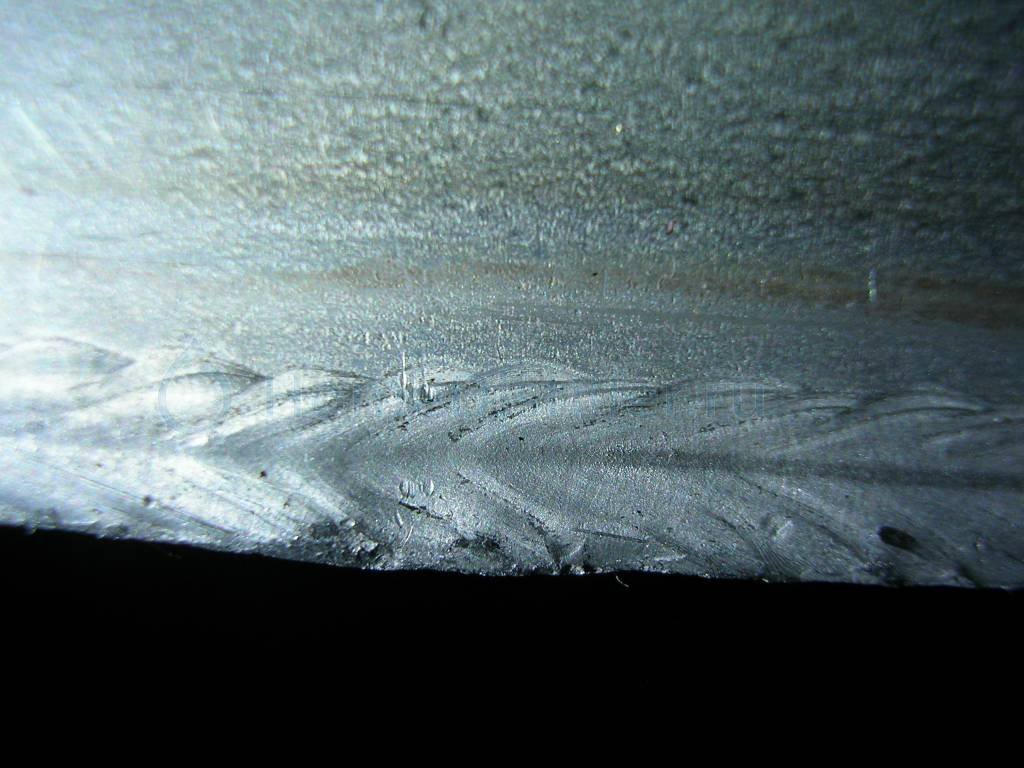
Вот траванул и слегка полирнул. По порядку: 1) Боковой шов изнутри, ежик не по всей длине а процентах на 70(фото 1,2,4); 2) Тут же попытался снять ежей на донном шве, его изнутри я не травил, но там вроде ежик более равномерный (фото3) 3)Донный шов снаружи (фото 5,6,7) 4) Боковой шов снаружи (фото 8-12).
Добавлено через 3мин.:
Прошу не пинать за флуд и после обсуждения данного вопроса ,могу подтереть свои сообщения?!
SANY0391.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0392.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0396.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0397.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0399.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0400.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0404.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0405.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0406.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0407.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0412.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.SANY0413.JPG Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.3511 19 Февр. 16, 23:24
14Znoj88, я б проварил с присадкой и зачистил, а то не феншуйно как то емкость для бака с таким сомнительным швом
14Znoj88
Доцент
Волгоград
1.2K 268
Отв.3512 19 Февр. 16, 23:28 (через 5 мин)
Основной вопрос на сколько все печально? Проваривая по новой могу "понасрать" аргонщик я с опытом в пару метров сваренного шва (муфты, штуцера - мелочь одним словом варил) да и медной подложки у меня ни какой нет естественно. Но если шов переваривать по любому надо, то проварю по новой не вопрос.
Добавлено через 3мин.:
SedoY, Варить тупо заливая ванну или подвариваться к еще не тронутым краям (то есть сварная ванна увеличится и присадки улетит море) кстати коль пошла такая пьянка, знает кто нибудь рецепт пасты для тыльной стороны шва при сварке, знаю что лучше поддувки аргона не придумано, но нет такой возможности, один я все делаю.
Добавлено через 1мин.:
И еще, ты проварил бы изнутри или поверх наружного шва?
SedoY
Профессор
Новосибирск
5.3K 2.2K
Отв.3513 20 Февр. 16, 00:14 (через 47 мин)
14Znoj88,
Проваривая по новой могу "понасрать" аргонщик я с опытом в пару метров сваренного шва14Znoj88, 20 Февр. 16, 02:28
ну как тут давать советы? совет один - руку набить тренируясь на обрезках, вопросы сами собой и отпадут.
(сперва-бы ежики счистил везде не сильно углубляясь в металл грязь убрать, обезжирить, потом снаружи валиком проварил, обратку подчистил и пробежался бы изнутри быстрым швом на большем токе, после всего подчистить все КЛТ ну и далее до феншуя)
Когнак
Специалист
москва
191 84
Отв.3514 20 Февр. 16, 09:25
Поддуй аргоном, доступ к шву хороший! Или жалко газа??
14Znoj88
Доцент
Волгоград
1.2K 268
Отв.3515 20 Февр. 16, 10:07 (через 42 мин)
Когнак, Как поддуть? в шланг от баллона врезать тройник, от него пустить второй шланг с краном, позвать товарища и один лежит в бочке и дует аргон на красное пятно, а второй варит? Секрет защитной пасты бы узнать а то покупная стоит, если память не изменят 5 тыр за 1 кг.
трезвяк
Студент
Самара
26 12
Отв.3516 20 Февр. 16, 10:31 (через 25 мин)
14Znoj88, Паста на 100% арго не заменит
Kasperys
Доцент
Санкт-Петербург
1.8K 667
Отв.3517 20 Февр. 16, 10:39 (через 9 мин)
14Znoj88, взгляд дилетанта: для поддува с другой стороны шва сделать приспособу из развернутой трубы, один конец закрыть, притянуть к корпусу обвязкой (для нижнего шва для прилегания надо будет согнуть) и подать в неё газ.
Грубо схема: Prisposoba. Куб с пароводяной рубашкой. Оборудование для перегонки и ректификации.
PS Просьба к профи - тяжелым не бросаться .
14Znoj88
Доцент
Волгоград
1.2K 268
Отв.3518 20 Февр. 16, 11:13 (через 34 мин)
трезвяк, Читал материалы, там был пример, что если защиту аргоном взять за 100% то паста обеспечивала 70-80% защиты, что тоже неплохо. Kasperys, Спасибо за идею, но для одноразового использования она слишком трудно реализуема, для нижнего (внутреннего) шва еще нужно учесть, что аргон тяжелее воздуха и если бочка лежит горизонтально провариваемым швом вверх, а внутри бочка эта приспособа, то как раз у шва и будут остатки воздуха (ну мне это так представляется).
Вообще странное дело все говорят об обязательной поддувке аргона, но я ни где не могу найти виде об этом, как организовать и сколько я не держал в руках изделия разных аргонщиков у всех ежи с внутренней стороны, то же касается и производителей (не буду называть имен) с нашего форума, в лучшем случае ежики почищены, но они есть. В общем пока планирую просто снаружи проварить с присадкой, причем начну с низу (та часть что в любом случае будет закрыта второй бочкой) а там будет видно.
сообщение удалено
трезвяк
Студент
Самара
26 12
Отв.3519 20 Февр. 16, 18:48
Коллеги прошу совета. Делаю верхнюю трубку для сбора воды при охлаждении затора из трубы 20*10*1.5мм. Подскажите диаметр отверстий и на каком расстоянии друг от друга сверлить отверстия.






















 .
.
