Эти данные эмпирические - т.е. экспериментально подогнанные под желаемый результат.
Пересчитывается площадь насадки, ее объем, скорость потока пара, мощность нагрева.
И потом исходя из мощности захлеба, именно этой насадки - высчитывается поток спирта и потом соответственно оптимальный ФЧ.
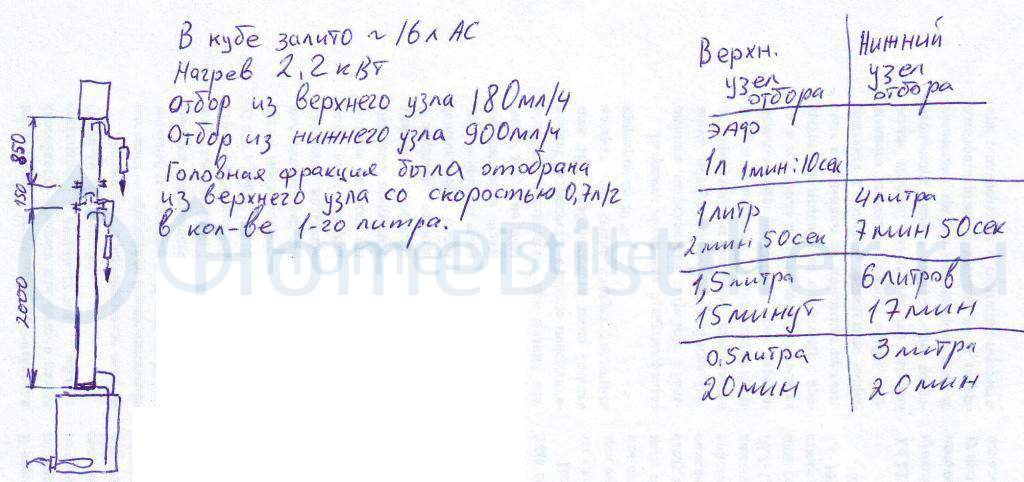
эти цифры указывают на приблизительно оптимальный отбор при ФЧ = 4.
Но это не значит что из колонны нельзя взять другие цифры отличающиеся - в разы.
например я перегонял спирт-денатурат, очень качественный, еще с советских времен запасы.
там примеси очень тяжелые, хвостовые. возникает вопрос - а нахрена затягивать процесс - если нет никакой разницы??
постепенно увеличивая отбор - я убедился что хвосты надежно отсекаются при отборе из колонны 2 литра в час.
так что все наши циферки - чистая теория относительности.
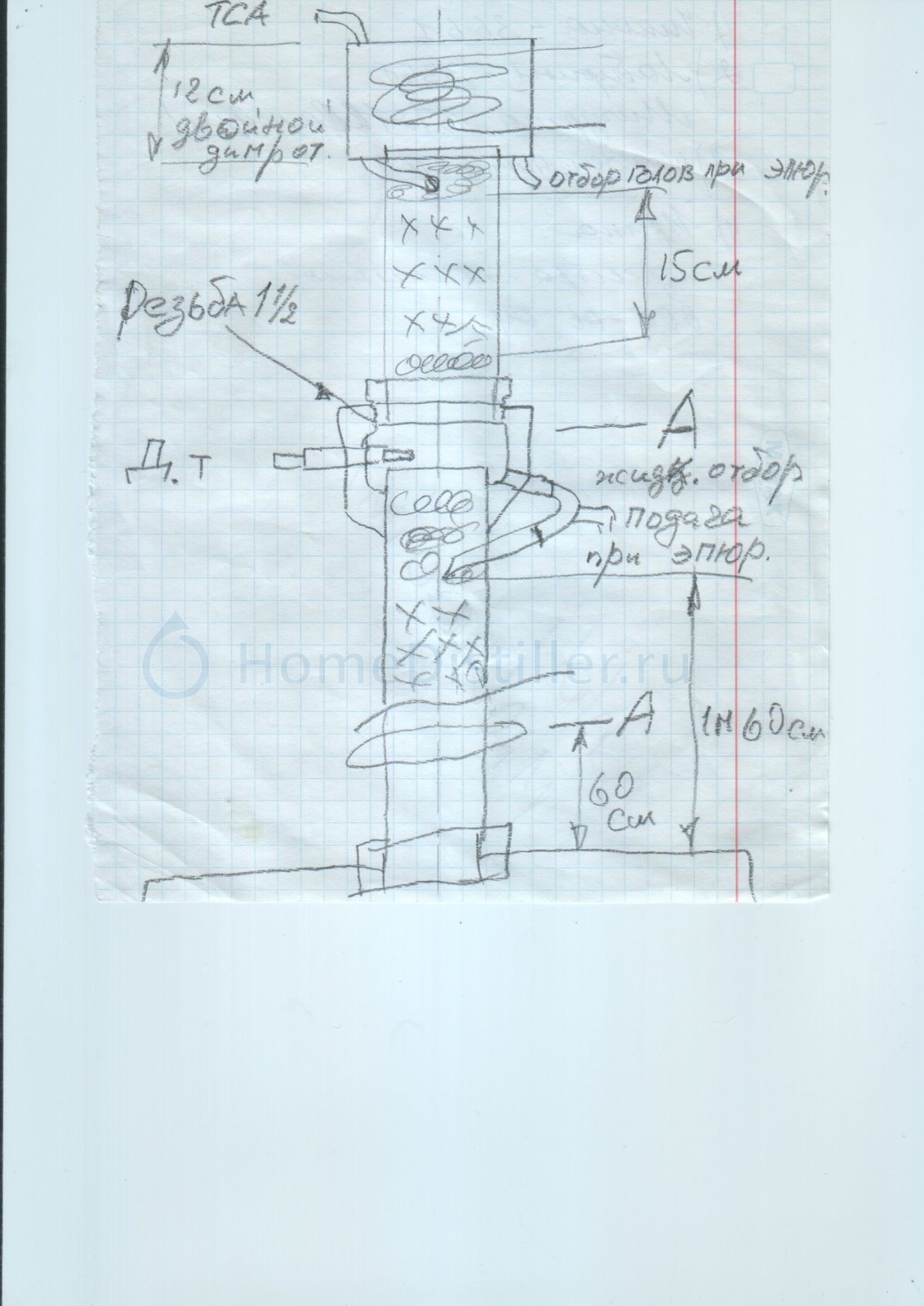
При одинаковой размерности, насадка из более толстой проволоки 0.4 мм имеет большую производительность чем из проволоки 0.3 мм ( а такого не должно быть ),наверное причина в разном меж_витковом зазоре, каков он ? Интересное инженерное решение для производительности.
насадка спирально-цилиндрическая, зазор между витками примерно 1/3 от диаметра проволоки.
эта насадка так себе, грубая, резалась очень давно - еще в ручную.
пользуюсь ей только для грубых предварительных операций с сырцом.